Prototipna izdelava tiskanih vezij
Matjaž Vidmar, S53MV
1. Izdelava elektronskih vezij
Elektronika izhaja iz splošne elektrotehnike oziroma energetike z majhnim številom gradnikov. Prva elektronska vezja na začetku 20. stoletja so uporabljala preproste spoje z vijačenjem, mogoče celo kovičenjem ali varjenjem. Številni gradniki elektronskih vezij so zahtevali preprost in zanesljiv postopek spajanja, kaj je pripeljalo do splošne uporabe mehkega spajkanja v elektroniki.
Vakuumske elektronke jasno sodijo na pločevinasto šasijo, prav tako pripadajoči sestavni deli: elektrolitski kondenzatorji, omrežni transformator, veliki žični upori, medfrekvenčni lonci in drugi gradniki elektronike pred drugo svetovno vojno. Preostalih nekaj malenkosti se da preprosto zaciniti med spajkalna ušesca podnožij elektronk. Le redkokdaj so potrebna dodatna izolirana oporišča, na primer dodatna spajkalna ušesa na podstavkih iz bakelita, to je s fenolno smolo prepojen papir.
Ena in ista šasija je seveda uporabna za marsikaj, saj omrežni transformator, usmerjevalka, elektrolit in se nekaj podnožij za preostalo glaževino pridejo prav tako v radijskem sprejemniku, kot v radijskem oddajniku, nizkofrekvenčnem ojačevalniku ali kakšni drugi elektronski napravi. Od tod prepričanje, da se splača kakršnokoli napravo predelati v tisto, kar bi pač radi imeli. Prototip povsem nove elektronske naprave sploh ne zahteva kaj dosti novega...
Po drugi svetovni vojni se pojavi televizija, ki potrebuje zahtevno elektroniko tudi v sprejemniku. Hkrati se pojavijo prvi uporabni polprevodniški gradniki, germanijeve diode in tranzistorji. Ti so precej manjših izmer od elektronk, ne potrebujejo podnožij, pač pa le spajkanje žičnih izvodov. Končno, tržišče zahteva cenejšo gradnjo radijskih in televizijskih sprejemnikov, torej nadomestiti drago ročno spajkanje gradnikov na ušesa s cenejšim tiskanim vezjem.
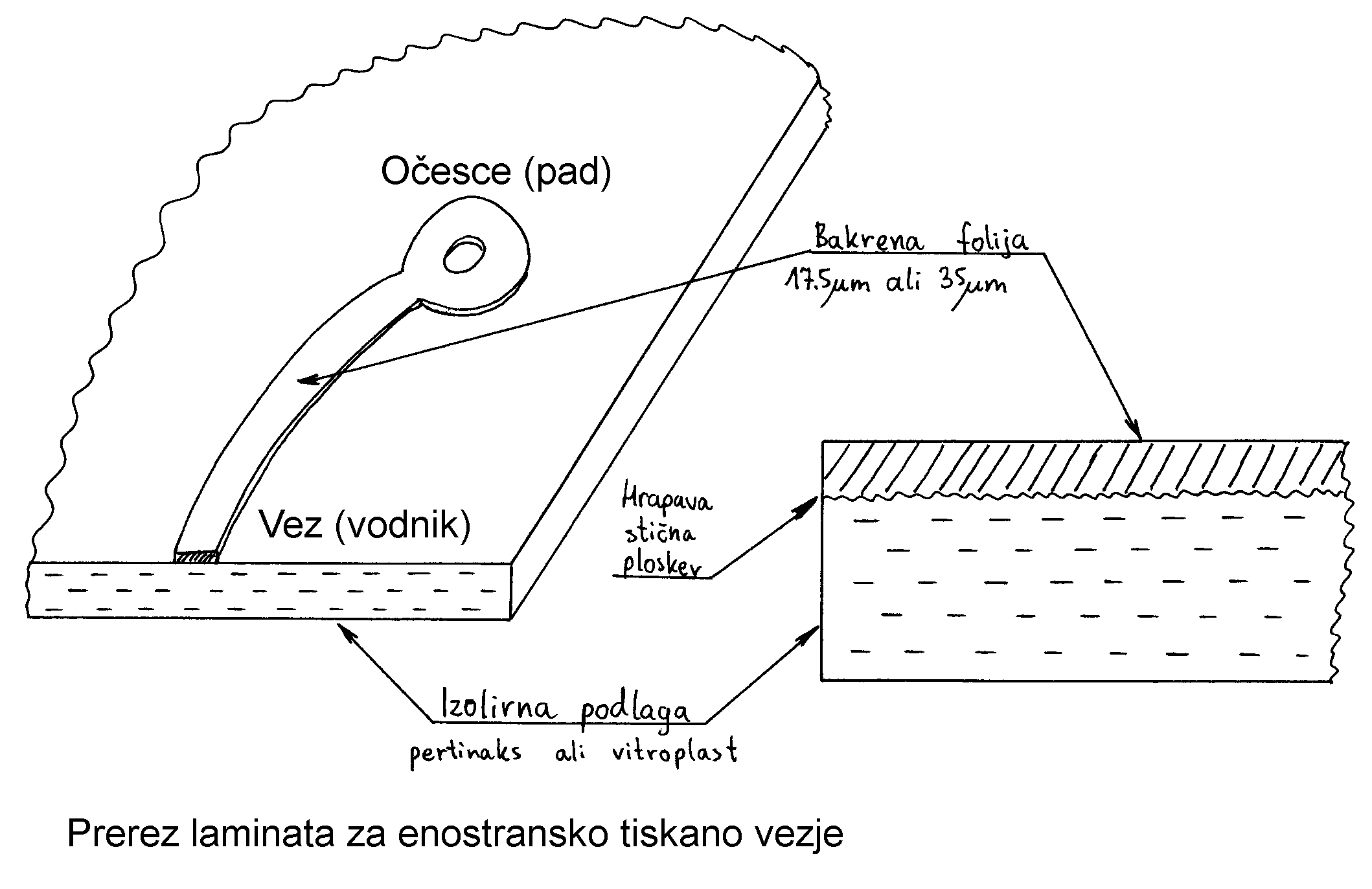
Tiskano vezje je izdelano na laminatu iz izolirne snovi, ki je z ene ali obeh strani prevlečen s tanko bakreno folijo. Bakrena folija je izjedkana tako, da bakreni vzorec določa željeno vezje. Na takšno vezje je možno strojno polagati gradnike: upore, kondenzatorje, tuljave, polprevodnike in jih potem tudi strojno spajkati. Na tiskano vezje se lahko vgrajuje povsem enake gradnike z žičnimi izvodi kot v starejši tehniki spajkalnih ušes.
Gradniki z žičnimi izvodi zahtevajo zamudno vrtanje tiskanega vezja in zelo natančno vtikanje žičnih izvodov gradnikov v izvrtine, kar oboje podraži proizvodnjo. Konec 20. stoletja elektronska industrija zato preide na gradnike brez žičnih izvodov, prirejene za neposredno spajkanje na površino tiskanega vezja, poimenovane SMD (Surface-Mount Devices).
Hkrati se razvijajo tudi gradniki sami. Manjši gradniki pomenijo manjši, torej cenejši izdelek. Pojavijo se gradniki povsem novih zmogljivosti, na primer večslojni keramični kondenzatorji. Največji razvoj naredijo monolitna integrirana vezja, kjer čedalje višja stopnja integracije zmanjšuje število zunanjih gradnikov, površino tiskanega vezja in število spajkanih spojev.
Vsi sodobni gradniki, torej vsi SMD so prirejeni izključno za vgradnjo na tiskano vezje. Brez pripadajočega, namenskega tiskanega vezja se jih sploh ne da uporabljati. Odsluženih elektronskih naprav danes torej ni možno več predelati v kaj drugega. Napravo se da kvečjemu razdreti, odspajkati še uporabne SMD gradnike ter preprosto zavreči ohišje, šasijo, tiskano vezje in druge dele, ki so bili namensko izdelani.
Izdelava prototipa elektronskega vezja danes v večini primerov pomeni najprej izdelavo primernega tiskanega vezja. Sodobni gradniki imajo visoko ojačanje tudi pri visokih frekvencah, zato pri njihovi vgradnji ni veliko svobode. Polprevodniški gradniki običajno delajo z nizkimi impedancami, kar zahteva predvsem nizko induktivnost povezav oziroma zadosti kratke povezave. Tu pomaga predvsem dobro načrtovano tiskano vezje. Obratno, oklapljanje posameznih stopenj iz zlate dobe elektronk običajno ni učinkovito.
V tem sestavku sem se zato odločil opisati različne vrste gradenj na tiskanih vezij: od gradnje prototipov na univerzalnih ploščicah, do risanja tiskanih vezij, pripadajočega fotopostopka oziroma neposrednega prenosa tonerja do jedkanja tiskanih vezij. Graditelj pravzaprav ne more izpustiti nobene od omenjenih stopenj: razvoj naprave se začne s preizkusom posameznih stopenj, zahtevnejše vezje zahteva že jedkanje ploščice za prototip, celotno vezje je pa tako komplicirano, da nas fotopostopek oziroma neposredni prenos tonerja pripeljeta najhitreje do cilja.
2. Laminati za tiskana vezja
Tiskana vezja sestavljajo vodniki iz tanke kovinske plasti na izolirni podlagi. Tehnologija izdelave sicer omogoča pestro izbiro kovin, izolirnih materialov ter postopkov izdelave vezja. Od vseh možnih postopkov sta se najbolj obnesla podlaga iz cenenih umetnih snovi in vodniki iz bakrene folije. Izdelavo vezij nadalje poenostavijo laminati, ki imajo na eni ali obeh straneh že naneseno bakreno folijo po celi površini.
Najcenejši laminati imajo podlago iz papirja, prepojenega s fenolno smolo, in so znani pod imenom pertinaks (oznaka FR2). Večina tiskanih vezij ima podlago iz epoksidne smole, ojačane s steklenimi vlakni, ki je znana pod imenom vitroplast (oznaka G10 ali FR4). Razen pertinaksa in vitroplasta se uporablja še množica drugih laminatov glede na zahteve proizvodnje: čim nižja cena, mehanska trdnost, cena obdelave ali električne lastnosti. Zahtevna mikrovalovna vezja na primer izdelamo na laminatu iz teflona, ojačanega z vlakni ali tkanino, da ima čim manjše dielektrične izgube.
Debelina izolirne podlage tiskanega vezja je običajno 1.6mm (ali 1/16 cole). Tej debelini so na primer prilagojeni konektorji, ki jih izjedkamo neposredno na tiskanem vezju. Miniaturizacija elektronike seveda zahteva čedalje tanjšo podlago in danes pogosto dobimo vezja na vitroplastu debeline komaj 0.8mm (ali 1/32 cole). Še tanjše laminate uporabljamo le za večslojna vezja, saj sami zase mehansko niso zadosti trdni. Posebnost so spet mikrovalovna vezja, kjer mikrotrakasti vodi zahtevajo točno določeno debelino podlage. Debelino podlage tedaj izbiramo predvsem glede na željene električne lastnosti vezja.
Baker ni samo dober električni vodnik, pač pa je tudi mehansko dovolj trden in se lepo spajka z običajno zlitino kositra in svinca. Debelina bakrene folije na tiskanem vezju se giblje med 5μm in 70μm. Najpogosteje dobimo laminat s 35μm bakreno folijo, kar ustreza eni unči bakra na kvadratni čevelj v ameriških merskih enotah. Zahtevnejša vezja ponavadi izdelamo na laminatu s folijo debeline 17.5μm, ki omogoča jedkanje ožjih vezi ter ožje razmake med sosednjimi vodniki.
Bakrena folija je lahko nanošena na izolirno podlago na različne načine: tanko bakreno pločevino se zalepi na podlago med izdelavo same podlage ali pa se na že izdelano podlago kemično nanese tanek sloj bakra, ki se potem elektrolitsko še odebeli. Obema postopkoma je skupna razmeroma visoka hrapavost bakrene površine, da se čim bolje oprime izolirne podlage. Bakrena folija je zato na strani podlage temno-rjave ali celo mat-črne barve. Hrapava površina bakra poveča izgube zaradi kožnega pojava na visokih frekvencah.
Postopek izdelave tiskanega vezja je odvisen v glavnem od vrste izolirne podlage. Pertinaks, bakelit oziroma lepenko, prepojeno s fenolno smolo, lahko obdelujemo kot trd les, se pravi žagamo, pilimo in vrtamo z običajnimi HSS jeklenimi orodji. V pertinaksu lahko celo izbijamo luknje, kar zelo poceni velikoserijsko proizvodnjo. Pertinaks se hitro razpoči in ga ponavadi ne moremo rezati s škarjami. Pertinaks tudi ne prenese višjih temperatur, saj lepenka hitro zogleni.
Cenena tiskana vezja iz pertinaksa so namenjena širokopotrošnim izdelkom najnižjega kakovostnega razreda, kot so radijski sprejemniki, televizorji in najcenejša elektronska šara z daljnega vzhoda, ki se morajo čim prej pokvariti, da industrija dela naprej. Naprava s tiskanimi vezji iz lepenke ponavadi ne preživi padca po tleh niti izleta v naravo.
Vitroplast je precej trši material od pertinaksa, v glavnem po zaslugi steklenih vlaken. Vitroplast zato vrtamo, rezkamo in žagamo z vidia orodji, svedri in rezkarji:

Krhki vidia svedri imajo pri pravilni uporabi pri visokih vrtljajih življenjsko dobo komaj nekaj tisoč lukenj v vitroplastu. Z navadnim HSS svedrom ne naredimo več kot sto lukenj brez ponovnega brušenja svedra. V vitroplastu ne moremo izbijati lukenj, ker je podlaga preveč trda. Vitroplast vseh debelin lahko vedno režemo s škarjami, vendar bo treba navadne škarje za pločevino pogosto brusiti.
Tiskana vezja iz vitroplasta se danes uporabljajo v večini elektronskih naprav, kjer potrebujemo res »gosta« vezja z velikim številom vodnikov, kot so to računalniki ali mobilni telefoni. Vitroplast je dovolj trden, da lahko luknje metaliziramo ter na ta način med sabo povežemo vezja na obeh straneh tiskanine. Iz vitroplasta lahko izdelamo tudi večslojna vezja tako, da več dvostranskih tiskanin zlepimo skupaj. Med posamezne plošče vitroplasta vstavimo prepreg, to je stekleno tkanino prepojeno s še mehko epoksidno smolo, ki v preši pri povišani temperaturi polimerizira in zlepi plasti v enoten kos vitroplasta.
Vitroplast je precej bolj odporen od pertinaksa na visoke temperature pri spajkanju ter na segrevanje močnostne elektronike. Pri visokih temperaturah seveda tudi epoksidna smola zogleni, še prej pa se odlepi bakrena folija vezja. Prav pri odpornosti vitroplasta na povišano temperaturo, predvsem pa pri kvaliteti lepljenja bakrene folije so standardizaciji navkljub med različnimi proizvajalci ogromne razlike.
Čeprav ima vitroplast precej boljše električne lastnosti, predvsem pa manjše visokofrekvenčne izgube od pertinaksa, za zahtevna visokofrekvenčna vezja to še vedno ne zadošča. Zahtevna vezja zato izdelamo na laminatu iz teflona, ki ima precej manjše dielektrične izgube od epoksidne smole. Tudi hrapavost površine bakrene folije mikrovalovnih laminatov je manjša, da se zmanjšajo izgube zaradi kožnega pojava.
Pri visokofrekvenčnih vezjih moramo seveda upoštevati dielektričnost podlage.
Relativna dielektrična konstanta vitroplasta se giblje med 4 in 6, glede na razmerje smola/vlakna in upada s frekvenco:
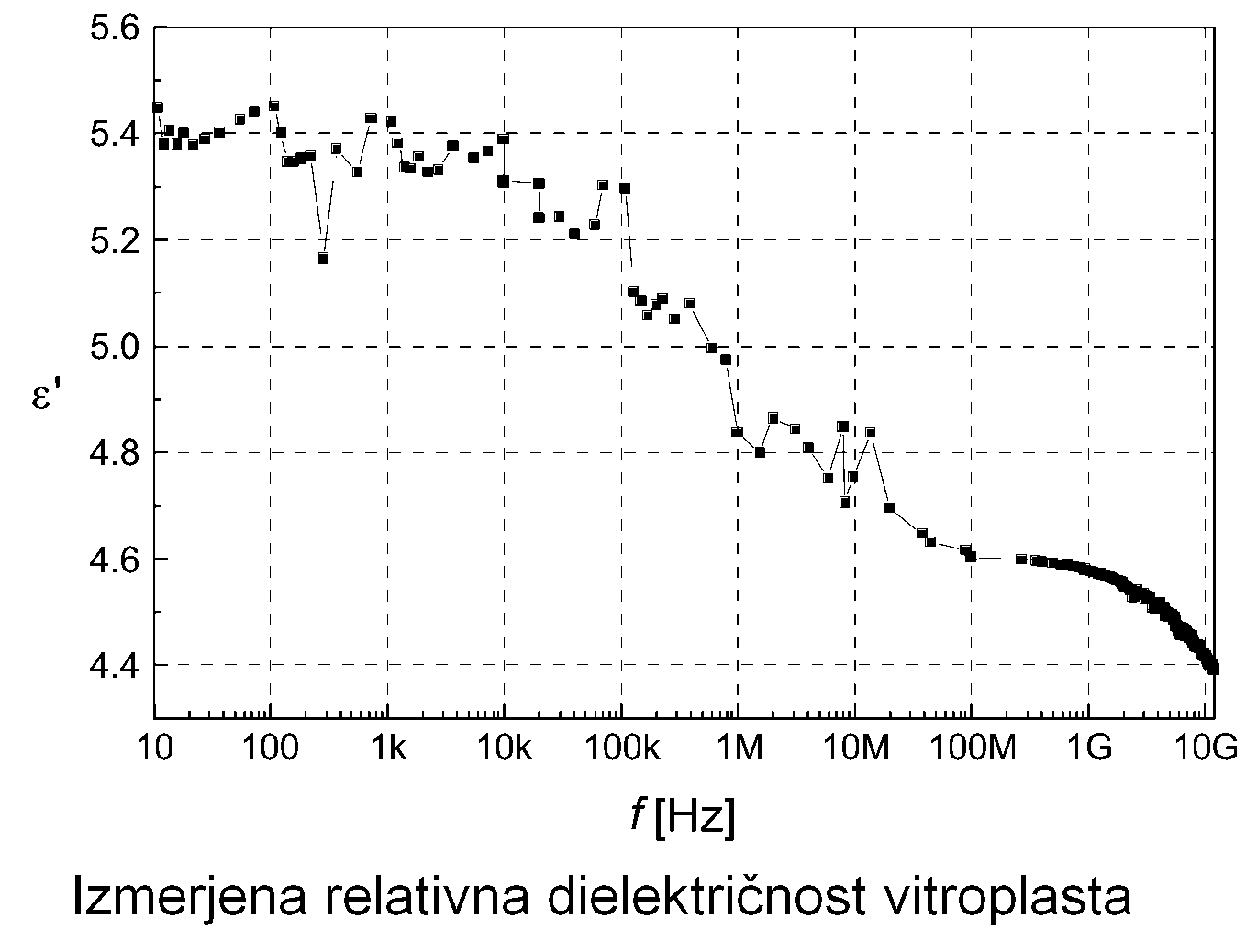
Dielektričnost teflonskih laminatov (sive barve) je precej manjša in se giblje med 2.2 in 2.6. Pri teflonskih laminatih lahko zato izbiramo med mehansko trdnostjo in električnimi lastnostmi. Laminati z dielektričnostjo nad 2.5 so trdnejši, ker vsebujejo več vlaken, imajo pa tudi večje VF izgube. Laminati z dielektričnostjo pod 2.3 imajo vrhunske električne lastnosti, ampak so tako mehki, da je z njimi res težko delati.
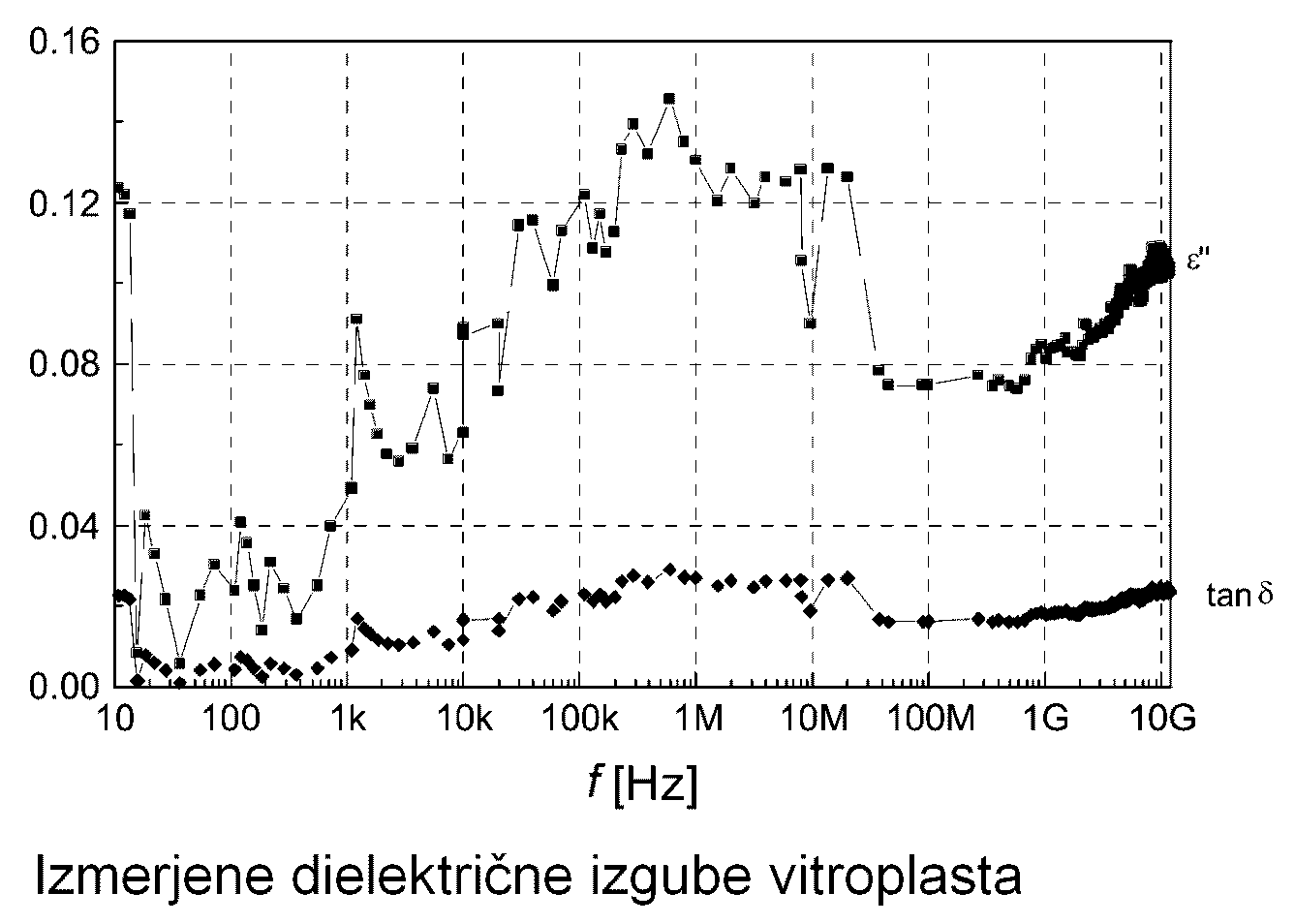
S keramiko polnjeni teflonski laminati (bele barve) dosegajo dielektričnost tudi 6 ali 10 na račun večjih izgub. Vsi teflonski laminati imajo desetkrat do stokrat nižje dielektrične izgube od vitropalsta, ki ima v uporabnem frekvenčnem področju tanδ≈0.02 oziroma dosega kvaliteta kondenzatorja C z zaporedno vezano upornostjo izgub R, Q=1/ωRC≈50:
Vsi teflonski laminati so bistveno mehkejši od pertinaksa ali vitroplasta. Teflonske laminate lahko zato režemo s škarjami, izbijamo luknje ali vrtamo z običajnimi HSS svedri. Teflon vrtamo z nizkimi vrtljaji in ostrim (novim!) svedrom. Metalizacija lukenj in lepljenje teflona v večslojna vezja sta težavna, ker se večina snovi teflona ne oprijemlje. Industrija laminatov zato razvija nadomestke, ki se po električnih lastnostih precej približujejo teflonu, po mehanskih in kemičnih pa so povsem združljivi s postopkom izdelave večslojnih vezij iz vitroplasta.
Po tem dolgem uvodu o laminatih se moramo odločiti, kakšne materiale in orodja naj uporabljamo za gradnjo prototipov? Tiskanine iz pertinaksa imajo slabe mehanske in električne lastnosti ter jih hitro poškodujemo pri spajkanju (menjava sestavnih delov pri eksperimentiranju!), zato so za nas skoraj neuporabne. Pri izbiri laminata res nima smisla varčevati, če lahko za malenkost višjo ceno kupimo enostranski ali dvostranski vitroplast. Pri vitroplastu debeline 1.6mm izberemo 35μm baker za visokofrekvenčna oziroma močnostna vezja ter 17.5μm baker za gosta računalniška vezja. Na vitroplastu debeline 0.8mm običajno izdelamo manjša in gosta vezja, zato je tu 17.5μm baker najbolj smiselna izbira.
Vitroplast debeline do vključno 1.6mm najenostavneje odrežemo na željeno mero z ročnimi škarjami za pločevino, ki jih bo treba občasno nabrusiti. Vrtanje vitroplasta zahteva zelo točen vrtalni strojček z visokimi vrtljaji na stojalu. Vrtalni strojček brez stojala je skoraj neuporaben, prav tako vrtalni strojček z razmajano glavo, s katero so inštalaterji razbijali betonske stene v hiši. Tanki vidia svedri so zelo krhki in počijo ob prvem napačnem gibu oziroma pri razmajani glavi vrtalnika. HSS svedri so poceni in so sprejemljivi za amatersko uporabo, če jih seveda sproti brusimo ali menjamo z novimi.

Nabor ostalega orodja je odvisen od tega, kakšna vezja bomo delali. Enostavno vezje lahko naredimo tudi z ostrim nožičkom, s katerim olupimo neželjeno bakreno folijo. Jedkanje tiskanih vezij zahteva kemikalije in primerne posode zanje. Fotopostopek zahteva izdelavo filma, izvor UV svetlobe in dodatne kemikalije. Neposredni prenos tonerja prav tako zahteva računalniško risbo za laserski tiskalnik in predelan laminator. O vsem tem več v naslednjih odstavkih.
Nekaterih postopkov si verjetno ne moremo privoščiti v skromni delavnici. Metalizacija lukenj v dvostranskih vezjih zahteva celo vrsto slabo obstojnih kemikalij in elektrolitski postopek. Še bolj zahtevna je izdelava večslojnih vezij, kjer potrebujemo prepreg in stiskalnico z vgrajeno pečjo za lepljenje vezij. Za vse te postopke je smiselno, da izdelavo vezij prepustimo opremljeni delavnici.
3. Prototipi brez jedkanja
Dobrega inženirja vedno prepoznamo po tem, da zna veliko in komplicirano nalogo razdeliti na množico majhnih in enostavnih nalog. Majhne in enostavne naloge potem eno za drugo rešuje sam ali s svojimi sodelavci in končni rezultat je rešitev velike in komplicirane naloge. Vse to seveda drži pod pogojem, da se rešitve majhnih in enostavnih nalog sproti temeljito preverjajo, da kakršnekoli napake ne ogrozijo končnega rezultata velike in komplicirane naloge.
Dobremu inženirju zato ni škoda časa, da vsako stopnjo izdela kot prototip in temeljito preveri njeno delovanje, preden se loti sestavljanja stopenj v komplicirano napravo. Obratno hočejo menadžerji čim prej do rezultata, torej prisiliti inženirja, da se odpove temeljitemu preizkusu prototipov. Trgovci z različnimi programi za simulacijo elektronskih vezij si manejo roke, čeprav ne morejo zagotoviti verodostojnosti rezultatov simulacije, ki je vedno pomanjkljiva. Pri tem vsi pozabljajo na zlato pravilo elektronike: naprava, ki dobro deluje, izgleda lepa. Obratno skoraj nikoli ne velja: naprava, v katero je bilo vloženo dosti truda, da bi izgledala čim lepša, skoraj zagotovo ne bo delala dobro!
Naše naprave vsaj na začetku ne bomo gradili v milijonskih serijah, zato lahko nekatere stopnje ali pa kar cela naprava ostanejo prototipi. Prototip seveda pomeni precej večje ohišje od enakovrednega velikoserijskega izdelka, več ožičenja in več vtičnic. Zelo pogosta začetniška napaka prototipnih gradenj je »tlačenje« vezja v premajhno ohišje in potem nič več ne dela prav!
Gradnje prototipov se lahko lotimo na več različnih načinov in tudi trgovine so založene z različnimi pripomočki za izdelavo prototipov. Ker so vsi sodobni elektronski deli prilagojeni vgradnji za spajkanje, razne prototipne plošče z vzmetmi ali drugačnimi mehanskimi kontakti niso najbolj posrečene. Čeprav si tega začetnik ne želi, vsi sodobni gradniki imajo visoko ojačanje tudi pri visokih frekvencah. Na prototipni plošči z velikimi kapacitivnostmi in induktivnostmi bo iz takšnega gradnika nehote nastal visokofrekvenčni oscilator neznane frekvence...
Kljub številnim poskusom zaenkrat še ni znan postopek izdelave elektronskih vezij, ki bi lahko v celoti nadomestil spajkanje. Verodostojne prototipe vezja lahko seveda izdelamo le s spajkanjem na poskusnem tiskanem vezju. V trgovinah dobimo različne tiskanine za gradnjo prototipov: takšne z očesci v kvadratni mreži s korakom 2.54mm, takšne s trakovi in takšne, ki imajo zrisane vzorce za integrirana vezja na 7+7 ali 8+8 nožic.
Najbolj uporabna so preprosta očesca v rastru 2.54mm, kar ustreza razmaku nožic DIL integriranih vezij. Očesca naj bojo po možnosti pocinjena in z metaliziranimi luknjami, kar vse olajša spajkanje. Med očesca v rastru 2.54mm lahko neposredno spajkamo SMD gradnike velikosti 0805 (približno 2mm X 1.3mm).
Za visokofrekvenčna in druga zahtevnejša vezja bi potrebovali dvostransko prototipno tiskanino, ki ima na eni strani običajna očesca v kvadratni mreži s korakom 2.54mm, na drugi strani pa po celi površini maso z izjemo ozkih kolobarjev okoli luknjic, da ne pride do kratkega stika z izvodi sestavnih delov. Takšna preprosta prototipna tiskanina omogoča izdelavo vezij do vsaj 500MHz, jo je pa običajno težko najti v prodaji:
Še višje frekvence lahko dosežemo s prototipnimi vezji, ki so zgrajena kar na nejedkanem vitroplastu. Enostranski vitroplast s čim debelejšo bakreno folijo (35μm ali več) najprej pocinimo po celotni površini s pomočjo stearina. Nato začnemo z vgradnjo sestavnih delov. Visokofrekvenčni sestavni deli imajo ponavadi kar nekaj priključkov za maso, ki v našem slučaju hkrati pritrdijo sestavni del na ploščico. »Vroče« visokofrekvenčne povezave naredimo kar »v zraku«.
Le za vhod in izhod vezja, napajanje in še kakšno točko, ki rabi dodatno oporo, vgradimo izolirana oporišča. Izolirana oporišča izdelamo iz majhnih koščkov dvostranskega vitroplasta, na primer 5X5mm. Bakreno folijo na obeh straneh oporišča najprej dobro pocinimo. Nato kockico položimo na osnovno ploščo in s spajkalnikom segrejemo okolico. Površinska napetost povleče cin pod kockico in jo trdno pričvrsti na podlago:
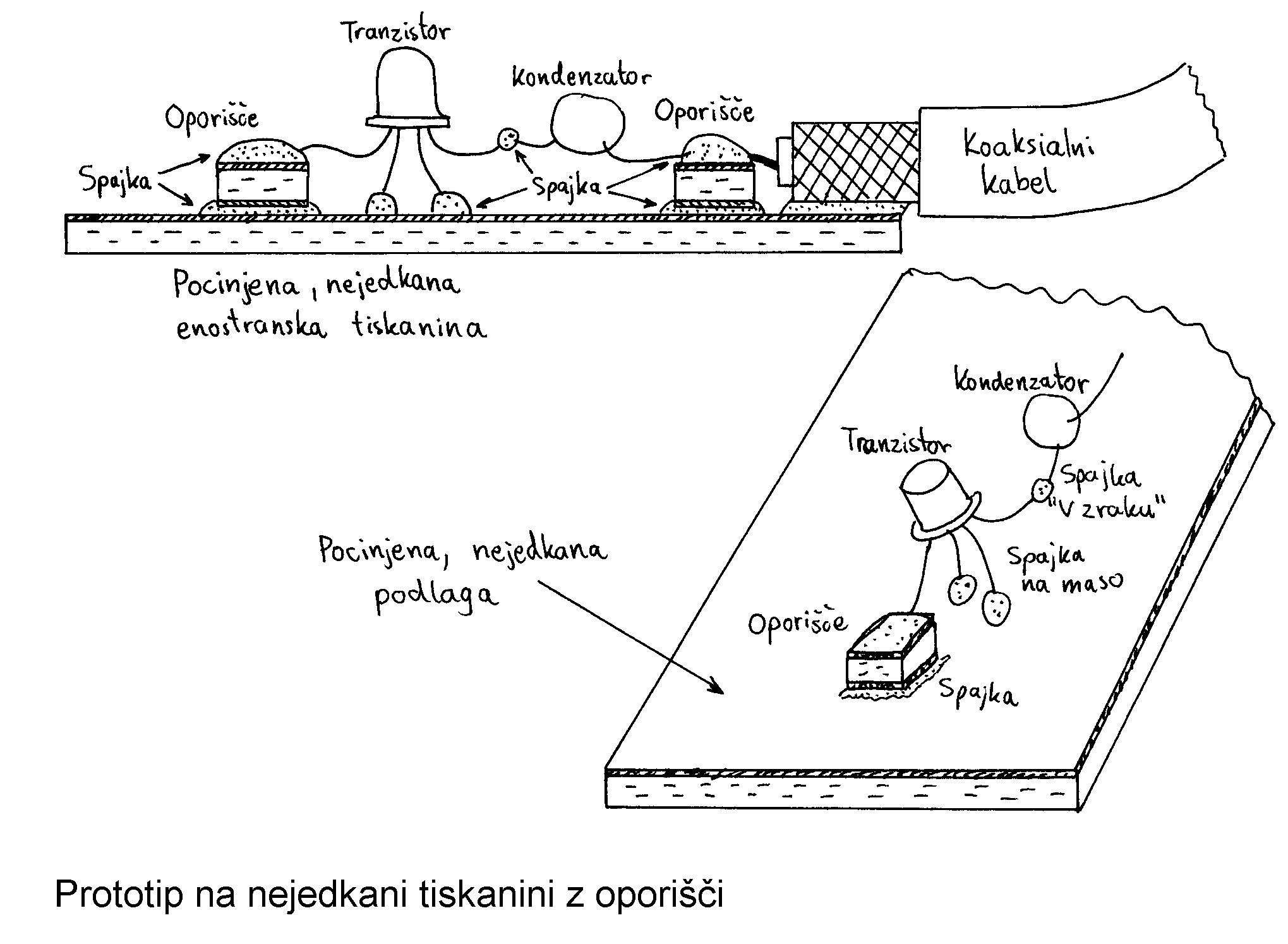
Če pravilno upoštevamo širino oporišča, lahko celo izbiramo karakteristično impedanco vodov in izdelamo prototipna vezja do vsaj 3GHz! Končno, za kockice za oporišča potrebujemo res majhne količine laminata, zato si tu lahko mirno privoščimo koščke teflonskega laminata, ki so poleg odličnih električnih lastnosti tudi dosti bolj odporni na visoke temperature pri spajkanju kot pa vitroplast. Pri rezanju najrazličnejših laminatov zato nikoli ne zavržemo odrezkov, saj so kot nalašč za oporišča naših prototipov.
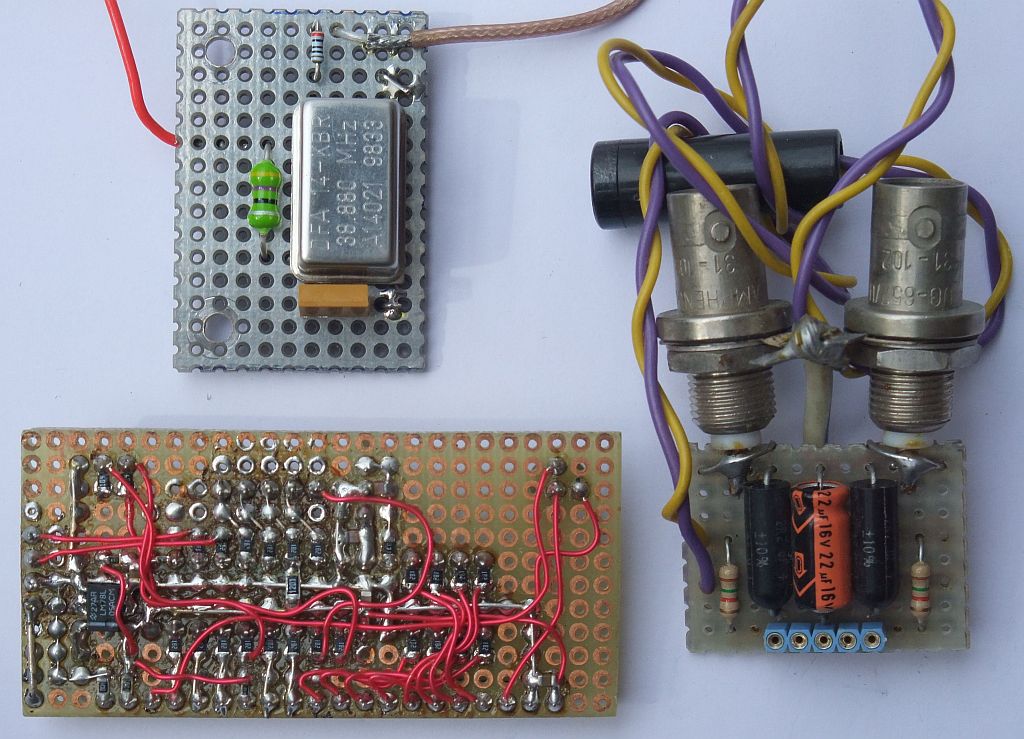
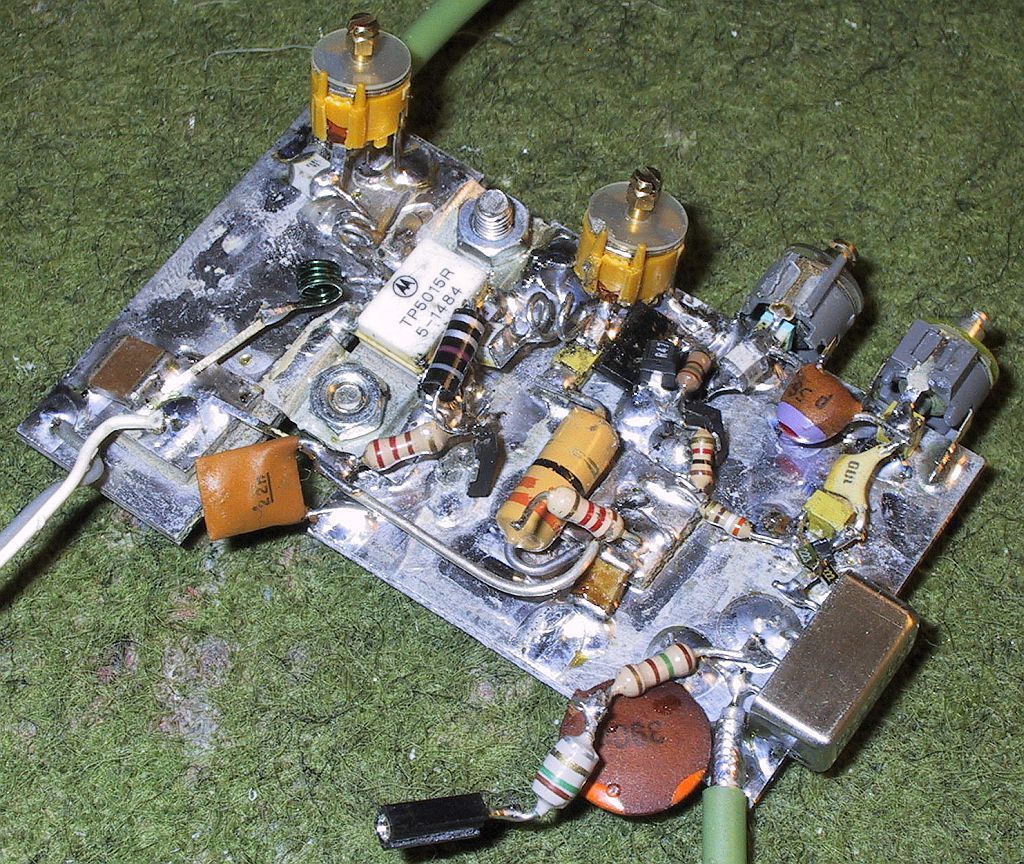
V opisani tehniki gradnje z oporišči lahko uporabljamo tudi SMD gradnike oziroma poljubno mešanico SMD gradnikov in takšnih z žičnimi izvodi. Prikazani primer je prototipno vezje oddajnika za 435MHz, torej visoka frekvenca, veliko ojačanje in nizke impedance:
Integrirana vezja z mnogo priključki ponavadi vgradimo na nejedkano podlago tako, da štrlijo vse nožice v zrak kot pri crknjenem hrošču, zato Američani takšno gradnjo ponavadi imenujejo »dead bug«. Druga možnost je vgradnja integriranega vezja na profesionalno podnožje z okroglimi kontakti, ki ga moramo postaviti pokonci, se pravi pravokotno na nejedkano podlago, da lahko sploh zamenjamo integrirano vezje v njem.
Enostavna ampak prava tiskana vezja lahko sicer izdelamo tudi brez jedkanja tako, da mehansko odstranimo bakreno folijo tam, kjer je nezaželjena. Če je folija dovolj debela, 35μm ali več, obrise povezav najprej zarežemo z ostro konico in nato folijo preprosto olupimo z nezaželjenih površin. Pri lupljenju folije si pomagamo z ostrim nožičkom, da dvignemo vogal in potegnemo folijo. Žal je ta postopek prezamuden za malo bolj komplicirana vezja in povsem odpove v slučaju tanke folije 17.5μm ali manj, ki se rajši strga kot pa lupi:
Inženirji so včasih uporabljali male rezkalne stroje za izdelavo prototipnih tiskanin. Odstranjevanje bakrene folije z rezkarjem je natančno in zamudno opravilo, ki zahteva natančen in drag računalniško-krmiljeni rezkalni stroj, pa tudi obraba malih in dragih rezkalnih orodij ni zanemarljiva. Rezkalni stroj postaja čedalje bolj neučinkovit z zmanjševanjem izmer vezja, na primer takšnih za vgradnjo sodobnih integriranih vezij v SMD ohišjih s priključki v rastru 0.5mm. Rezkalni stroj je skoraj popolnoma neuporaben za zahtevnejša visokofrekvenčna in mikrovalovna vezja, ker poleg bakra odstranjuje tudi sloj dielektrika nezanemarljive debeline.
Glede na zahteve sodobne elektronike, majhne izmere in visoka frekvenca delovanja vezij, pridemo hitreje in ceneje do tiskanine z jedkanjem. Vzorec vezja prenesemo na površino bakra ročno, s fotopostopkom oziroma z neposrednim prenosom tonerja. Naložba v vse kemikalije in ostale pripomočke za jedkanje, fotopostopek oziroma neposredni prenos tonerja je bistveno manjša od cene rezkalnega stroja. Končno so vse uporabljene kemikalije okolju in živim bitjem veliko bolj prijazne od nevarnega prahu steklenih vlaken laminata, ki ga proizvaja rezkar!
4. Jedkanje tiskanih vezij
Pri gradnji naših naprav pridemo prej ali slej do točke, ko bomo morali tiskano vezje, bolj točno bakreno folijo na izolirnem laminatu, izjedkati v željeni vzorec sami. Industrijski postopki poznajo sicer različne načine jedkanja oziroma nanašanja bakrene plasti na izolirno podlago, ki pa so za prototipno uporabo prekomplicirani. V tem odstavku bom zato opisal le preproste postopke jedkanja bakra, ki si ga lahko privoščimo tudi doma.
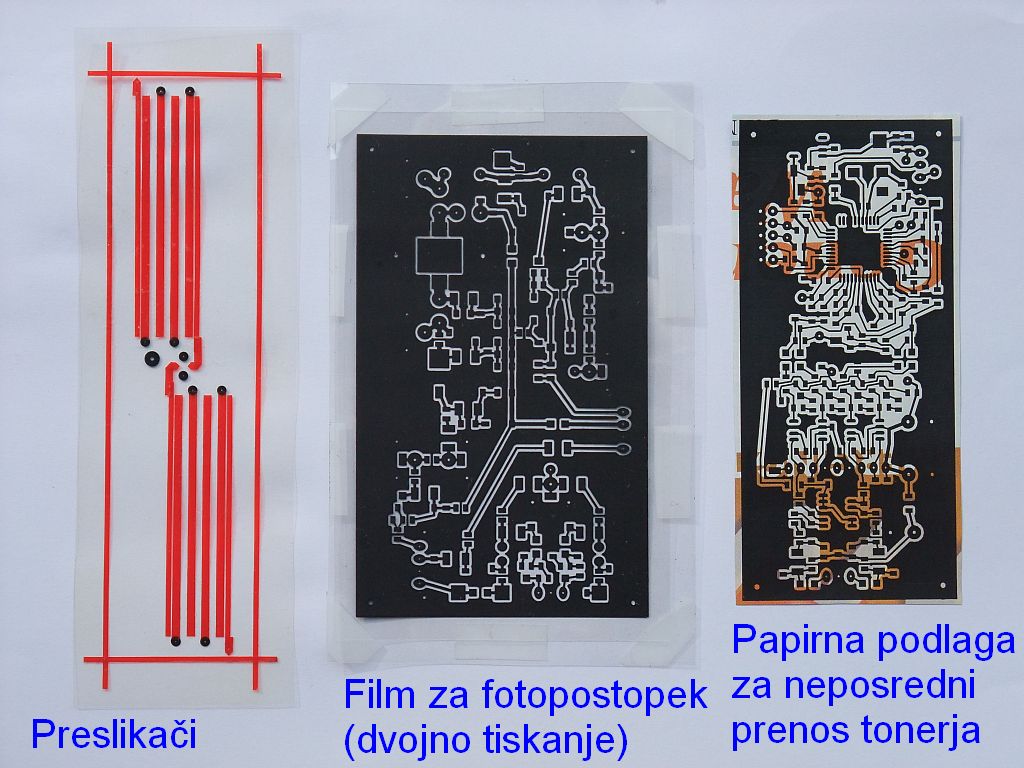
Pred jedkanjem moramo na bakreno folijo na laminatu narisati vzorec, ki bi ga radi izjedkali. Ker je bakrena folija razmeroma tanka (35μm) glede na izmere našega vzorca, bo jedkalo v glavnem učinkovalo v smeri pravokotno na ploščico. Površine, kjer hočemo ohraniti bakreno folijo, prekrijemo s primerno snovjo, ki je odporna na jedkalo. Risbo vezja torej narišemo z vodoodpornim flomastrom, s preslikači, z vodoodpornim lepilnim trakom, jo fotografsko prenesemo na fotolak oziroma neposredno prenesemo toner laserskega tiskalnika.
Preden prenesemo risbo željenega vezja na laminat, moramo laminat temeljito očistiti. Nekatere nečistoče so lahko odporne na jedkalo in tam bi brez predhodnega čiščenja ostala bakrena folija nedotaknjena. Po drugi strani vsa znana jedkala dosti hitreje jedkajo bakrove okside kot pa čisti baker. Če je površina ploščice preveč oksidirana, si bo jedkalo hitro utrlo pot pod našo zaščitno prevleko in izjedkalo celotno površino ploščice.
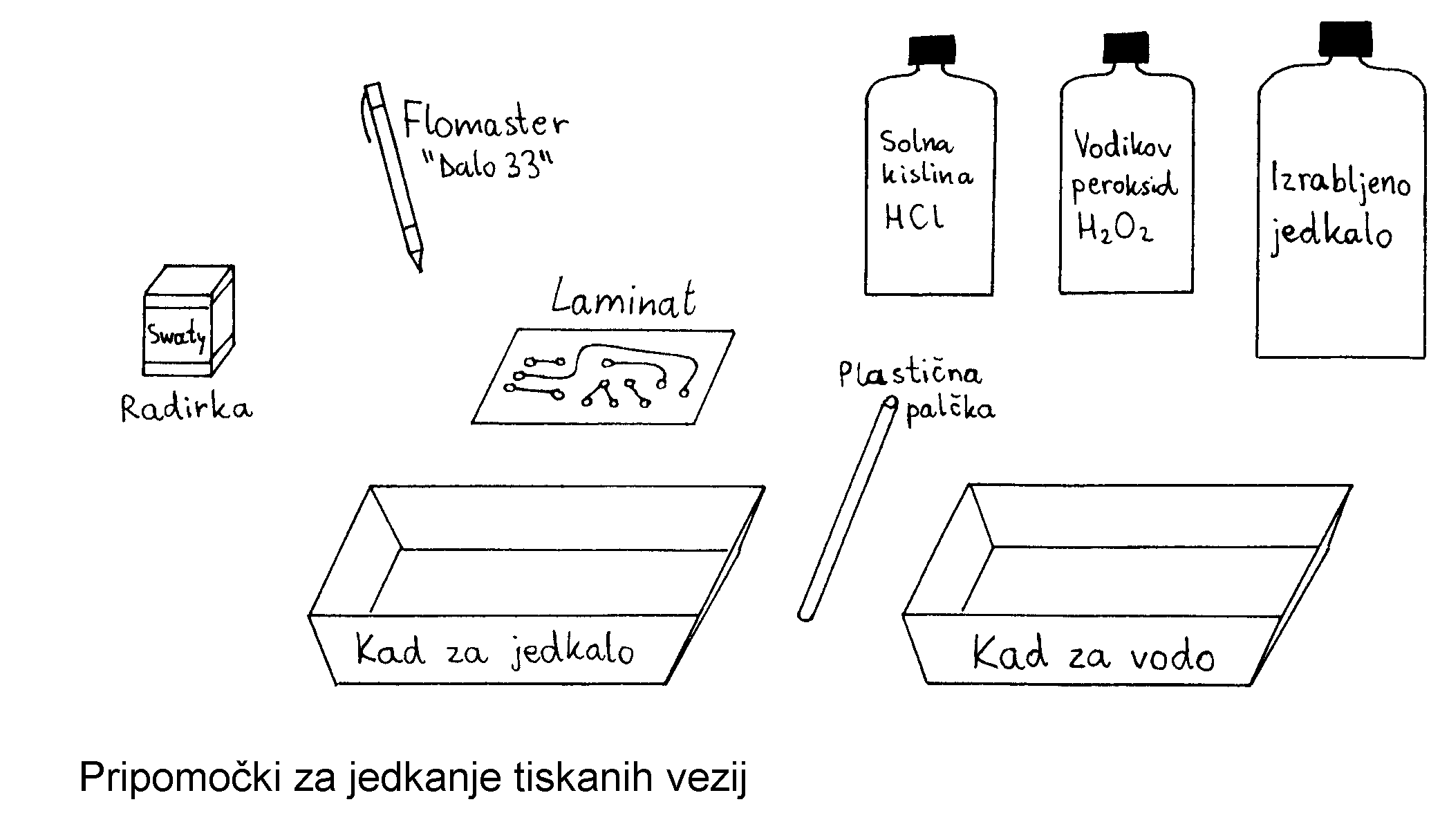
Ploščico laminata najlažje mehansko očistimo s finim brusnim papirjem ali še boljše z radirko, elastičnim brusnim kamnom proizvajalca »Swaty«: 100 za grobo čiščenje in 240 za fino čiščenje. Organsko umazanijo odstranimo z organskimi topili: alkohol, aceton oziroma trikloretilen, vendar moramo pri tem paziti, da nam organsko topilo ne pusti na ploščici tanek sloj umazanije, ki je bila raztopljena v topilu. Oksidirano površino najlažje očistimo s krpico, namočeno v čisto solno kislino (HCl).
Če smo ploščico čistili z organskimi topili ali s solno kislino, ploščice ne spiramo v vodi, pač pa jo zdrgnemo s papirjem. Pri vsem skupaj pazimo, da na ploščici ne puščamo prstnih odtisov ali druge umazanije. Kot končno čiščenje je vsekakor najzanesljivejše mehansko čiščenje s finim brusnim papirjem ali radirko »Swaty«.
Zaščitno masko za jedkanje preprostega tiskanega vezja je najlažje narisati z vodoodpornim flomastrom. Najboljše rezultate dobimo seveda s flomastrom »Dalo 33« ali podobnim, ki je namensko izdelan za risanje tiskanih vezij za neposredno jedkanje in ga ne kupimo v knjigarni, pač pa v trgovini z elektronskimi sestavnimi deli. Kakovostni flomaster za risanje tiskanih vezij prepoznamo po tem, da ima nov povsem belo konico in modrozeleno barvilo priteče v konico šele, ko s konico prvič pritisnemo na ploščico.
Če do pravega flomastra ne moremo, gre za silo tudi z navadnimi vodoodpornimi flomastri iz knjigarne, ki pa niso povsem odporni na jedkala. Še najbolj odporni so flomastri modre barve. Črni so precej manj odporni, a za silo gre tudi z njimi. Rdečo, rumeno in zeleno barvo vodoodpornih flomastrov jedkala običajno takoj prežrejo. Dober flomaster za risanje tiskanih vezij je pametno imeti pri roki tudi v slučaju fotopostopka oziroma neposrednega prenosa tonerja, saj nam retuš lahko prihrani veliko dela. Rdeče flomastre uporabljamo za retuš filmov za fotopostopek, saj ne prepuščajo modre oziroma UV svetlobe:

Preden sploh začnemo čistiti ploščico, je smiselno razmisliti o vrstnem redu opravil: bomo ploščico najprej jedkali in potem vrtali ali obratno? Oboje je možno in odgovor je odvisen od postopka, ki ga obvladamo. Pri risanju vezja s flomastrom je najbolj pametno ploščico najprej vrtati, da določimo točen položaj vseh elektronskih sestavnih delov. Za integrirana vezja v DIL ohišjih z nogicami si je pametno pripraviti šablono iz neke stare tiskanine, da gre vrtanje hitreje od rok.
Nato ploščico temeljito očistimo ter se lotimo risanja vezja s flomastrom. Izvrtine so nam pri tem v veliko pomoč pri risanju s flomastrom, še posebno pri dvostranskih tiskaninah, kjer morata obe strani vezja sovpadati na očescih!
Za jedkanje tiskanih vezij potrebujemo nekaj kemikalij in primernih posod zanje, predvsem pa se moramo naučiti varno in varčno ravnati z njimi. Varčno ravnanje s kemikalijami pomeni predvsem manj neželjenih odpadkov, ki se jih bo treba znebiti. Baker je precej odporna kovina in se ga ne loti prav vsaka kislina. Jedkala za baker so zato ponavadi slabo obstojna in močno korozivna tudi za druge snovi.
V trgovinah z elektronskimi sestavnimi nam kot jedkalo ponavadi ponujajo železov triklorid FeCl3 v obliki rjavkaste zgoščene raztopine ali rumenega zrnja. Jedkanje gre hitreje od rok z uporabo zmesi solne kisline HCl in vodikovega peroksida H2O2. S slednjima hkrati naredimo manj odpadkov in manj umazanije kot z železovim trikloridom. Natančnejše jedkanje dosežemo z natrijevim persulfatom Na2S2O8, ki pa žal jedka počasneje od zmesi HCl+H2O2.
Žal zmes HCl+H2O2 ni obstojna, vodikov peroksid v prisotnosti kovinskih soli (izjedkan baker) v zmesi hitro razpade. Po drugi strani je prav to velika prednost zmesi HCl+H2O2: hitrost kemične reakcije urejamo z dodajanjem majhnih količin peroksida. Ločene kemikalije imajo v vsakem primeru daljšo življenjsko dobo od ostalih enokomponentnih jedkal.
Solno kislino HCl lahko kupimo v drogeriji kot čistilno sredstvo za sanitarije. Vodikov peroksid H2O2 dobimo v koncentraciji do 30% v bolje založeni drogeriji, saj pri še večjih koncentracijah postane H2O2 eksploziven. V skrajnem slučaju si lahko pomagamo tudi s peroksidom za blondinke, ki ga dobimo v koncentraciji 10-12%. Obe kemikaliji sta za razliko od drugih jedkal razmeroma nenevarni človeškemu zdravju: v zmes HCl+H2O2 lahko brez skrbi pomočimo prst.
Za jedkanje tiskanih vezij si moramo priskrbeti tudi primerne posode. Najprimernejše so plastične kadi za razvijanje fotografij, ki jih najdemo v vsaki trgovini s pripomočki za fotografe. Za samo jedkanje potrebujemo najmanj dve takšni kadi: manjšo za jedkalo in večjo za vodo, v kateri splaknemo izjedkano ploščico in ostale pripomočke, ter lahko v kateremkoli trenutku prekinemo kemično reakcijo:
Za jedkanje potrebujemo tudi primeren prostor. Hitrost kemičnih reakcij je močno odvisna od temperature. Kad z jedkalom mora stati na ravni podlagi, zato umivalnik v kopalnici niti zdaleč ni primeren za to delo. Končno si moramo pripraviti še steklenico za odrabljeno jedkalo, ki ga bomo vsaj delno uporabili spet pri naslednjem jedkanju, saj različni bakrovi kloridi pospešujejo reakcijo. Na ta način porabimo najmanj kemikalij in si s tem nakopljemo najmanj težav, kako se znebiti izrabljenih kemikalij.
Za prvo jedkanje nalijemo v kad polovico vode in polovico solne kisline. V kad za jedkanje nalijemo čimmanj tekočine: dovolj je, da razredčena kislina tvori kapljo čez celotno dno posode. Z večjo količino jedkala je jedkanje samo bolj nerodno, še posebno zibanje kadi, da se jedkalo pretaka čez tiskano vezje!
Kemično reakcijo sprožimo z dodatkom peroksida. Peroksida dodamo zelo malo, manj kot 5% celotnega volumna tekočine, če imamo 30% peroksid. Če nimamo izkušenj, peroksid dodajamo počasi in sproti opazujemo, kako napreduje jedkanje.
Potek kemične reakcije opazujemo na izpostavljeni površini bakrene folije. Pri pravilnem poteku jedkanja je površina folije zrcalno-rjave barve in na površini celotne ploščice se tvorijo mali mehurčki kisika. Solna kislina je zaradi primesi rumenkasta, bakrene soli pa jedkalo takoj obarvajo zeleno. Če postane površina bakra mat-rjave barve in se v jedkalu delajo črnikasti oblaki, v zmesi primanjkuje peroksida. Če se tvori dosti mehurčkov, zmes skuša zavreti ter površina bakra postane bela, je v jedkalu peroksida preveč.
Bakrene soli sploh igrajo veliko vlogo pri jedkanju: čisti baker jedka namreč bakrov diklorid CuCl2 tako, da skupaj z bakrom tvori bakrov klorid CuCl. Peroksid potem poskrbi za oksidacijo in solna kislina vrne manjkajoči klor, da iz CuCl nastane nazaj CuCl2, ki spet jedka baker. Z novimi kemikalijami: kislino HCl in peroksidom H2O2, zato reakcija štarta počasi. Pri naslednjem jedkanju namesto vode uporabimo izrabljeno jedkalo prejšnjega jedkanja, ki vsebuje že veliko bakrenih soli in reakcija štarta hitreje! Kislino in peroksid dodajamo za vsako naslednje jedkanje po potrebi, pač glede na hitrost reakcije in barvo izpostavljene bakrene folije.

Med jedkanjem moramo stalno opazovati dogajanje v kadi s kemikalijami. Potek jedkanja bistveno pospešimo in hitrost jedkanja izenačimo po celotni površini tiskanega vezja tako, da kad z jedkalom ves čas jedkanja zibljemo. Jedkalo se mora lepo pretakati čez naše tiskano vezje. Pri jedkanju dvostranskih tiskanin moramo sproti preverjati, kaj se dogaja na drugi strani tiskanega vezja, ki je obrnjena v dno posode. Jedkanje 35μm debele bakrene folije naj bi s pomočjo zibanja trajalo nekje od dveh do petih minut, glede na temperaturo in izrabljenost jedkala.
Dvostranska tiskanina med zibanjem ne sme drgniti v dno posode, saj bi to poškodovalo sledi flomastra ali premaz fotolaka oziroma tonerja in uničilo naše vezje. Zelo koristen pripomoček je v tem slučaju plastična palčka, s katero dvignemo in obrnemo tiskanino v jedkalni kadi. Samo kad za jedkanje izberemo seveda brez izbolklin ali utorov na dnu, na kar moramo paziti že pri nakupu v trgovini s fotomaterialom.
Učinek jedkanja najprej opazimo na robovih ploščice, saj je tam jedkalo še najmanj izrabljeno in gre reakcija najhitreje. Jedkanje z zmesjo HCl+H2O2 poteka zelo hitro tudi na tistih delih tiskanine, kjer je izpostavljene bakrene površine malo. Problem zase je jedkanje velikih bakrenih površin. Tu gre jedkanje tako počasi, da jedkalo v drugih predelih ploščice že ogroža tanke vodnike. Pri risanju tiskanine moramo zato paziti, da je gostota vodnikov v vezju približno enaka po celotni površini ploščice.
Jedkanje tiskanine moramo v vsakem slučaju pravočasno prekiniti. Jedkalo namreč ne deluje samo v smeri pravokotno na ploščico, pač pa v vseh smereh, vključno pod zaščitni sloj flomastra, fotolaka ali tonerja. Čeprav jedkanje pravočasno ustavimo, moramo še vedno računati na izpodjedkanje pod zaščitenimi površinami, ki je istega velikostnega razreda kot debelina bakrene folije (35μm).
Izjedkano ploščico splaknemo v vodi in posušimo. Če jedkamo več tiskanin, potem takoj nadaljujemo z jedkanjem naslednje. Po končanem jedkanju preostalo zelenkasto jedkalo spravimo v primerno plastično ali stekleno posodo. Posode ne smemo takoj zamašiti, ker preostali vodikov peroksid H2O2 še naprej razpada v kisik in vodo vsaj še nekaj ur. Čez en dan lahko steklenico z izrabljenim jedkalom zamašimo. Uporabili ga bomo spet za naslednje jedkanje, seveda z dodatkom sveže solne kisline HCl in vodikovega peroksida H2O2.
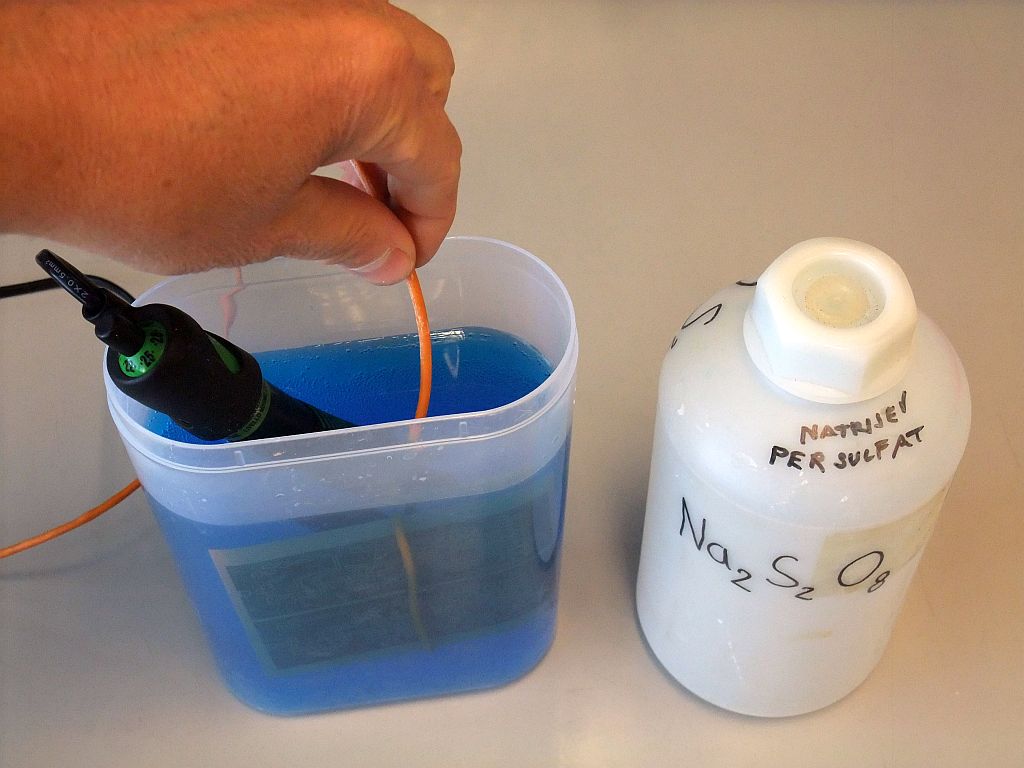
Pri industrijskem jedkanju tiskanih vezij se pogosto uporablja amonijev persulfat (NH4)2S2O8, ki je bolj obstojen od peroksidov. Jedkanje z njim je natančnejše ter lažje obvladljivo. Za laboratorijsko uporabo je prijaznejši natrijev persulfat Na2S2O8. Sledni je bel prah, ki ga raztopimo v vodi v razmerju en del persulfata na pet delov vode. Persulfat najprej oksidira baker, nato pa z bakrom tvori modro galico CuSO4 poleg natrijevega sulfata Na2SO4. Jedkalna raztopina se zato takoj obarva modro.
Raztopino natrijevega persulfata Na2S2O8 moramo za uporabo segreti na vsaj 35ºC, sicer napreduje kemijska reakcija izredno počasi. Kljub višji temperaturi in zibanju v jedkalu traja jedkanje 35μm bakrene folije tudi do pol ure. Potrpljenje pri počasnem jedkanju je poplačano z višjo natančnostjo jedkanja. Za razliko od zmesi HCl+H2O2 jedka Na2S2O8 različno velike površine dosti bolj enakomerno. Izpodjedkanje je zato dosti manjše. Manjši je tudi učinek luknjic v zaščitnem sloju flomastra, fotolaka ali tonerja.
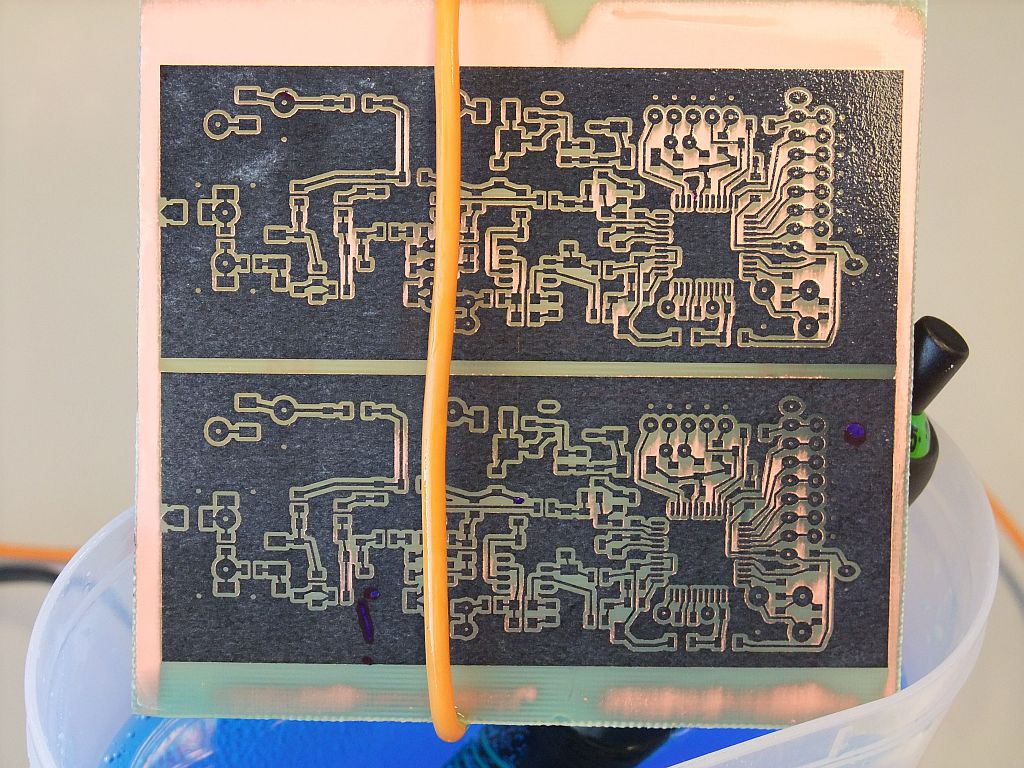
Končno je delno izrabljena raztopina natrijevega persulfata Na2S2O8, ki že vsebuje modro galico in natrijev sulfat, časovno obstojna. Raztopino natrijevega persulfata Na2S2O8 zato lahko pripravimo v večji količini, na primer en liter in jo uporabljamo za ponovno jedkanje čez več mesecev. Večja količina jedkala omogoča preprostejše jedkanje in lažji nadzor temperature jedkala, na primer z akvarijskim grelcem. Tiskano vezje privežemo na dovolj trdo in obstojno vrvico, da ga z roko zibljemo in s pretakanjem jedkala pospešimo jedkanje:
Med jedkanjem z natrijevim persulfatom Na2S2O8 postane površina izpostavljenega barka belkasta. Prav lahko se zgodi, da več kot četrt ure ne opazimo prav nobenega napredka pri jedkanju. Nato opazimo gole dele vitroplasta prav vsepovsod na tiskanem vezju in od tedaj naprej se jedkanje v nekaj minutah zaključi:
Vse kemikalije vedno hranimo v hladnem in temnem prostoru. Še posebno je to pomembno za vodikov peroksid H2O2, ki na svetlobi razpada. Steklenice ali plastenke s kemikalijami je pametno zložiti v večjo plastično kad, ki zadrži izliv ene ali več kemikalij iz njihovih posod.
5. Risanje filma za tiskano vezje
Risanje številnih povezav na tiskanini mikroračunalnika je težko izvedljivo s še tako dobrim flomastrom. S flomastrom je s prosto roko še težje narisati mikrotrakaste vode točne širine in na točnih razmakih, da bojo mikrovalovna sita in sklopniki delovali tako, kot smo si zamislili. V zahtevnejših slučajih je zato smiselno, da sliko tiskanega vezja prej pripravimo na neki drugi podlagi in jo potem s fotografskim postopkom prenesemo na ploščico tiskanega vezja.
Prve filme za tiskana vezja smo risali s tušem v povečanem merilu in jih pred uporabo fotografsko pomanjšali. Priročni preslikači za očesca in črni ali rdeči samolepljivi trakci za povezave so omogočili bolj preprosto risanje filmov v končni velikosti. Film za tiskano vezje danes še bolj preprosto narišemo z računalnikom, saj dobimo risarske programe prav za vse okuse in vse operacijske sisteme. Vzporedno z računalniki je napredovala tudi tehnologija tiskalnikov in danes lahko s cenenim laserskim tiskalnikom izrišemo uporaben film za tiskano vezje kar doma:
Film za tiskano vezje lahko načeloma narišemo s katerimkoli programom za risanje. Namenski program za tiskana vezja nam omogoča predvsem preprosto postavljanje znanih vzorcev, na primer očesc in vezi. Jasno vsi programi za tiskana vezja omogočajo veliko več od tistega, kar v resnici potrebujemo. Nekateri programi za tiskana vezja so celo preveč avtomatizirani in ne dopuščajo svobode risanja, ki jo nujno potrebujemo pri zahtevnejših visokofrekvenčnih vezjih, na primer natančno določanje geometrije vodnikov.
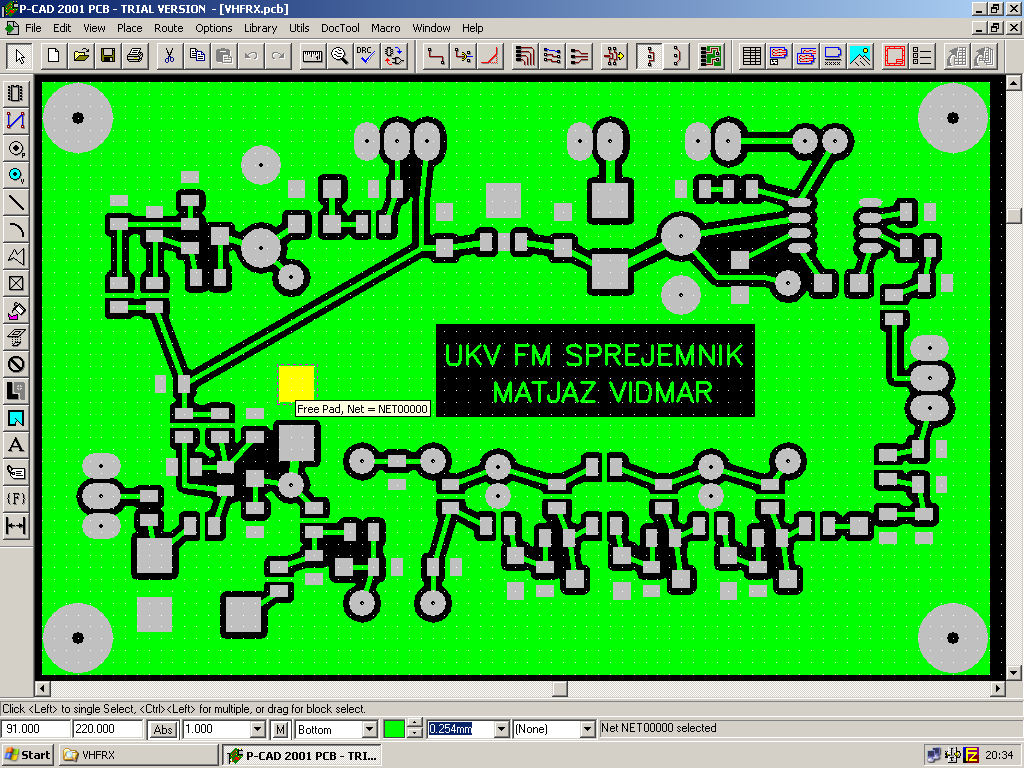
Primeren program za prototipno delo je razmeroma star program PCAD2001, ki preverjeno deluje na vseh različicah operacijskega sistema Windows. PCAD2001 je sicer naslednik priljubljenega programa Tango za MS-DOS. Novejši izdelki istega proizvajalca programske opreme Altium so prilagojeni zahtevam velikoserijske industrijske proizvodnje in so za potrebe prototipa po nepotrebnem komplicirani.
V primerjavi s splošnimi risarskimi programi vsebujejo programi za tiskana vezja natančno metrično oziroma colsko mrežo. Poleg običajnih ukazov z miško so na voljo tudi ukazi s tipkovnice, če miške pri tem ne želimo premikati iz izbrane točke na risbi nastajajočega vezja. Programi za risanje tiskanih vezij običajno nazorno razlikujejo med spajkalnimi očesci (sive barve) in ostalo površino bakra (zelena za enostransko vezje ali spodnjo površino, rdeča za gornjo površino itd):
Katerikoli program za risanje uporabljamo, moramo paziti na nekaj pomembnih podrobnosti. Kot prvo mora program omogočati popolno svobodo risanja, da z njim lahko napeljemo vodnike tako, kot sami želimo oziroma kot to zahtevajo pravila gradnje visokofrekvenčnih naprav, ki jih risarski program ne razume. S takšnim programom lahko narišemo tudi tiskane kondenzatorje, tiskane tuljave, mikrotrakaste vode in druge gradnike visokofrekvenčnih vezij neposredno na tiskanem vezju. Autorouter, ki iz načrta sam riše tiskano vezje, je za prototipe običajno neuporaben, največkrat je to prava nadloga.
Vse programe za risanje tiskanih vezij dobimo danes s knjižnicami očesc in vzorcev za vse možne gradnike vezij, tako SMD kot takšne z žičnimi izvodi oziroma nogicami za vtikanje v izvrtine. Knjižnice so vnaprej pripravljene za velikoserijsko proizvodnjo tiskanih vezij, ki se v marsičem razlikuje od izdelave prototipa. Primerna očesca oziroma knjižnico vzorcev za ročno izdelane prototipe si bomo zato morali pripraviti sami!
Velikoserijska proizvodnja najpogosteje pomeni dvostransko ali večslojno tiskano vezje z metaliziranimi luknjami. Metalizirane luknje imajo tudi dobro mehansko nosilnost, zato so očesca okoli njih razmeroma majhna. Premajhna očesca na enostranskem tiskanem vezju brez metaliziranih lukenj so najpogostejša začetniška napaka. Po vrtanju se kaj lahko zgodi, da od očesca ne ostane skoraj nič. Kam naj tedaj prispajkamo gradnik?
Praktičen napotek za velikost očesc je naslednji. Če vrtamo vezje s svedrom premera 0.8mm, je najmanjši uporaben premer pripadajočega očesca okoli 2mm. V tem primeru ostane po vrtanju okoli 0.6mm bakrenega »mesa« okoli izvrtine. Večji premer izvrtine seveda zahteva širši pas bakra za večjo mehansko nosilnost kot tudi tolerance ročnega vrtanja tiskanine.
Pri industrijski proizvodnji na filmu za jedkanje niso narisane izvrtine, saj luknje vrtamo in metaliziramo že pred jedkanjem po vnaprej izdelanem programu. Obratno film prototipa za ročno vrtanje vsebuje tudi izvrtine, da nam služijo kot vodilo za sveder. V cilju čim večje natančnosti ročnega vrtanja je smiselno izjedkati vodilne luknje manjše od premera svedra. Če vrtamo s svedrom premera 0.8mm, je smiselno risati luknje očesc premera največ 0.5mm oziroma 20mils (tisočink cole). Film za ročno vrtanje se v tem pogledu bistveno razlikuje od knjižnice za strojno izdelavo tiskanih vezij, kjer premeri lukenj v očescih natančno ustrezajo premerom svedrov.
Vsako SMD ohišje ima natančno predpisana spajkalna očesca brez izvrtin kot tudi njihov razpored. V industrijski velikoserijski proizvodnji se moramo natančno držati predpisanih izmer. Izdelava prototipa je drugačna. Tudi SMD gradnike bomo menjali v razvoju naprave. Torej bomo večkrat ročno spajkali. Kaj pa če nimamo pri roki gradnika predpisanih izmer, na primer 0805, pač pa le manjšega 0603 ali večjega 1206? V tem primeru ročno narišemo takšna očesca, kamor lahko pricinimo gradnike različnih izmer.
Največjo preglavico predstavljajo SMD ohišja integriranih vezij. Razmak med priključki gre od 1.27mm (50mils) navzdol vse do 0.4mm. Skoraj vsako SMD ohišje je malenkost drugačno. V istem vezju imamo lahko ohišje s colskim razmakom 0.635mm (25mils) in ohišje z metričnim razmakom 0.650mm, česar na oko sploh ne ločimo med sabo. Izdelava lastne knjižnice za vsakega različnega SMD ščurka posebej zahteva kar nekaj previdnosti in potrpljenja.
Pomembna razlika je tudi v spajkanju SMD ohišij integriranih vezij. Strojno spajkanje gre s spajkalno pasto, zmesjo spajke in fluksa, ki se nanese s sitotiskom na površino tiskanega vezja pred vgradnjo čipa v ohišju. Spajkalna pasta je torej na pravem mestu že od vsega začetka, v peči se samo še stali, fluks kemično reagira in spajka omoči priključke. Obratno pri ročnem spajkanju najprej postavimo SMD gradnik na tiskano vezje, nato nanesemo fluks in končno bočno privedemo spajko s konico spajkalnika. Očesca za ročno spajkanje morajo biti daljša in se morajo raztezati dovolj daleč proč od ohišja, da to sploh lahko storimo!
Ker so iz številnih navedenih razlogov knjižnice za strojno spajkanje neuporabne za izdelavo prototipov, začetniku priporočam, da svoje prvo tiskano vezje nariše iz preverjenega vezja, ki uporablja očesca pravilnih izmer za ročno vrtanje in spajkanje. Program za risanje je treba nato nastaviti še za smiselno tiskanje: katero stran vezja tiskamo, tiskamo tudi očesca in luknjice v njih, želimo pravilno ali zrcalno sliko ter v kašnem merilu, verjetno 1:1? Če se le da, tiskamo neposredno na tiskalnik, saj pretvorba v pdf ali drug vmesni zapis pogosto menja merilo.
Laserski tiskalnik ni brezhiben. Proti luknjičavemu nanosu tonerja pomaga iskanje dveh enakih filmov, ki jih za fotopostopek prilepimo natančno enega vrh drugega. Tiskarski fotostavni stroj dosega bistveno višjo ločljivost in kakovost na filmu iz zapisa v postscriptu. Pri tiskanju predloge za neposredni prenos tonerja ne smemo pozabiti na zrcalno sliko. Vrsto papirja v tiskalniku izberemo prosojnica (transparency), ker je tedaj nanos tonerja najdebelejši in temperatura najnižja.
6. Fotopostopek za izdelavo tiskanih vezij
Kakršnokoli risarsko pot uberemo, končni rezultat mora biti prosojna slika (film) željenega vzorca na tiskanem vezju v merilu 1:1, saj sliko prenesemo na tiskanino s kontaktno preslikavo. Na laminat za tiskano vezje moramo seveda prej nanesti fotoobčutljiv sloj. Sloj nato osvetlimo, razvijemo in končno tiskano vezje jedkamo po običajnem postopku, kot je to opisano v odstavku o jedkanju.
Fotoobčutljiv sloj je lahko pozitiven ali negativen. Pozitiven fotoobčutljiv sloj pri osvetlitvi razpade. Fotografski razvijalec odstrani osvetljena mesta, na neosvetljenih mestih pa ostane sloj nedotaknjen in varuje bakreno folijo pred jedkalom. Obratno negativen fotoobčutljiv sloj pri osvetlitvi polimerizira. Fotografski razvijalec odstrani neosvetljena mesta, osvetljena mesta se v razvijalcu ne raztapljajo več in varujejo bakreno folijo pred jedkalom.
Pri industrijski izdelavi tiskanih vezij se v glavnem uporabljajo negativni fotoobčutljivi sloji, ker so kemikalije bolj obstojne od pozitivnih fotoobčutljivih slojev. Obratno se za izdelavo prototipov ter med amaterji pogosteje uporablja pozitivne fotoobčutljive sloje, ker je lažje narisati ustrezen film za tiskano vezje.
Prve fotoobčutljive sloje so izdelovali v obliki fotolaka, ki ga je moral uporabnik sam nanesti na površino laminata in posušiti. V industriji so se kasneje uveljavili vnaprej pripravljeni fotosloji v trdnem stanju na polivinilasti podlagi, ki jih pod pritiskom pri povišani temperaturi prenesemo na površino laminata. Fotosloje v trdnem stanju lahko nanesemo na tiskanino z izvrtinami, kar poenostavi postopek metalizacije lukenj v tiskanem vezju.
Ker si vse potrebne opreme ne moremo privoščiti, še vedno uporabljamo fotolake oziroma moramo kupiti že oslojene ploščice laminatov za tiskana vezja. Vezja, ki jih izdelamo doma po fotopostopku, seveda vrtamo šele po jedkanju. Tudi metalizacije lukenj si ponavadi ne moremo privoščiti doma, ker zanjo potrebujemo celo vrsto slabo obstojnih kemikalij.
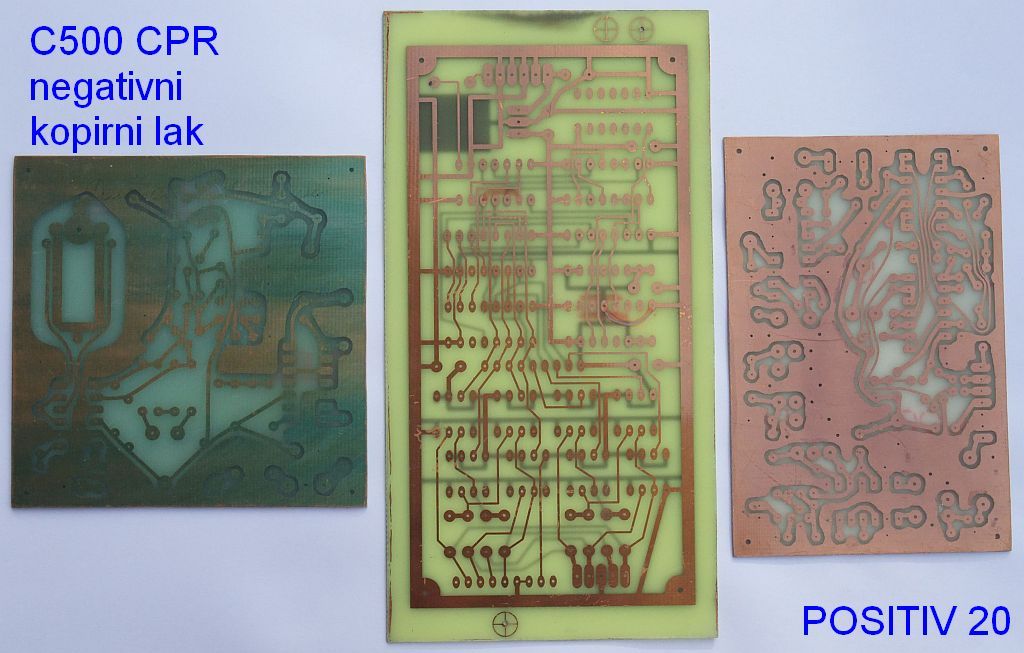
Če hočemo izdelovati tiskana vezja po fotopostopku doma, potem moramo najprej nabaviti vse potrebne kemikalije. Cinkarna Celje je naprimer že pred več kot tridesetimi leti izdelovala dva različna fotolaka, primerna za izdelavo tiskanih vezij: C-500 CPR-negativni kopirni lak in C-501 CPO-pozitivni fotokopirni lak. Zaradi nerazumevanja tedanjih in današnjih trgovcev so te kemikalije skoraj nedostopne.
Sam sem dosegel najboljše rezultate s C-500 CPR-negativnim kopirnim lakom modre barve. Slednji potrebuje kot fotografski razvijalec večjo količino strupenega in hlapljivega trikloretilena CHCl3 v kovinski kadi, saj trikloretilen raztaplja plastiko. Proizvajalci fotoslojev so kemijo svojih izdelkov iz naravovarstvenih razlogov spremenili tako, da se danes večina fotoslojev razvija v lugih, naprimer C-501 CPO-pozitivni fotokopirni lak ali kemično povsem enak nemški izdelek Kontakt Chemie POSITIV 20:

POSITIV 20 lahko danes kupimo v razpršilcu (spray) v vseh trgovinah z elektronskimi sestavnimi deli. Pri nakupu fotolaka obvezno preverimo datum izdelave, odtisnjen na razpršilcu, in način hranjenja izdelka v trgovini. Življenjska doba fotolaka je načeloma eno leto, v hladilniku precej več, v vroči izložbi trgovine, na soncu in po možnosti še zraven radiatorja centralne kurjave pa bistveno manj! Fotolak, ki nam ga trgovec prinese iz izložbe, je zagotovo povsem neuporaben!
Tanek sloj fotolaka moramo čimbolj enakomerno nanesti na bakreno folijo naše tiskanine. Razpršilec je v tem slučaju zelo ponesrečena rešitev, saj med nanašanjem posesa in zalepi na površino naše tiskanine prav vse prašne delce iz ozračja naše sobe. Pri nanašanju fotolaka moramo zato imeti pri roki manjši slikarski čopič, s katerim poberemo večje smeti, razmažemo fotolak tja, kamor slučajno razpršilec ni pljunil ničesar, predvsem pa na robovih ploščice odstranimo višek fotolaka.
Fotolak na svetlobo še zdaleč ni tako občutljiv kot fotografski filmi ali papirji. Pri oslojevanju ploščice pazimo le na to, da na ploščico ne vpada neposredno sončna svetloba. Fotolak na ploščici takoj (ena minuta) posušimo z curkom vročega zraka, najboljše z električno pečico z vgrajenim ventilatorjem. Pri tem držimo ploščico v roki in jo vrtimo, da se na robovih ploščice ne tvorijo velike kaplje fotolaka:
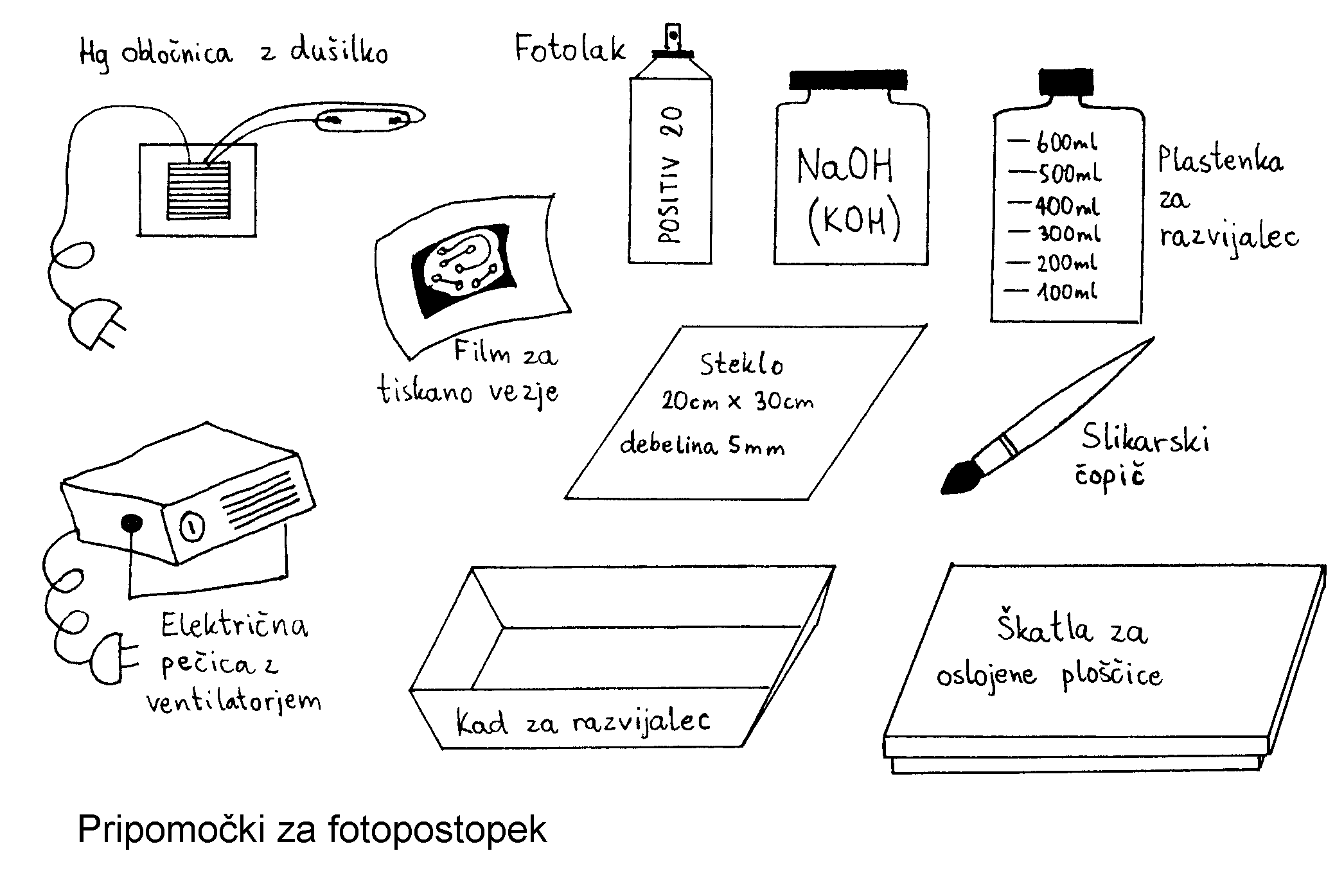
Posušeno ploščico shranimo v ploščato kartonasto škatlo (najboljša je škatla formata A4 za folije za grafoskop) in jo pustimo v temi na toplem mestu še kakšne pol ure, da iz navidez suhega sloja fotolaka izhlapijo še zadnji ostanki topila. Opisani postopek sušenja je sicer v nasprotju s tistim, kar piše v navodilih za fotolak, vendar daje bistveno bolj enakomeren sloj fotolaka. Z njim lahko naredimo tiskanino celo s starejšim fotolakom, ki mu je rok uporabnosti že potekel.
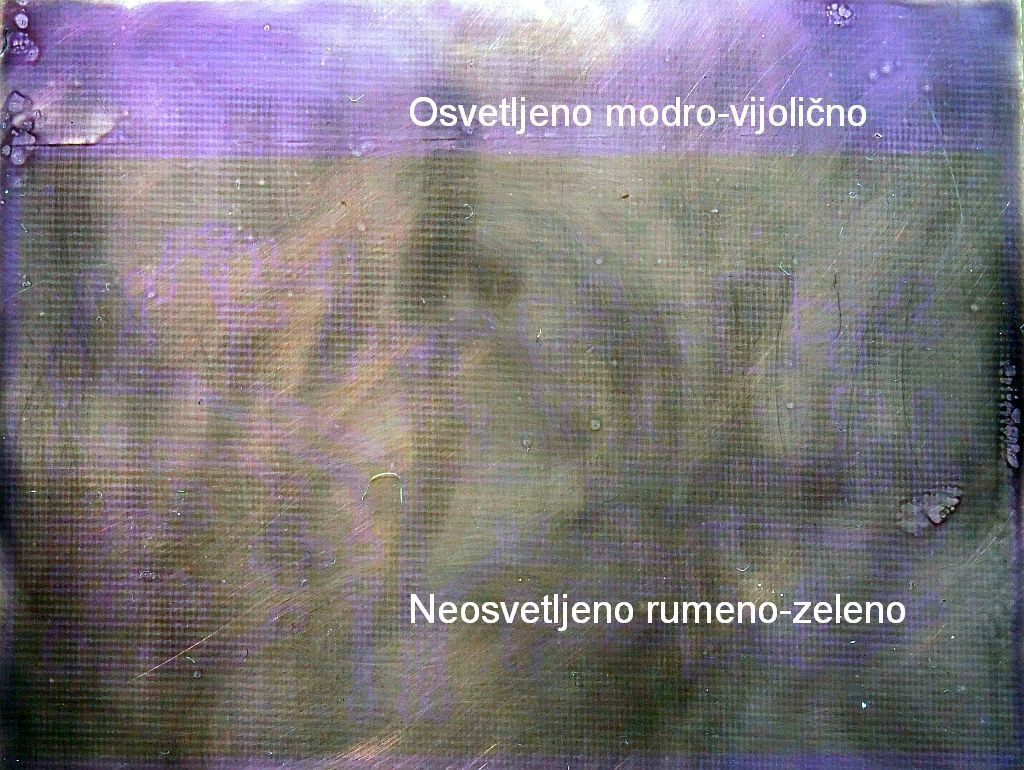
Ploščico oslojimo tik pred uporabo. Hranjenje oslojenih ploščic več kot en dan ni smiselno, ker se kemične lastnosti fotolaka hitro slabšajo kljub temu, da ploščico hranimo v zaprti škatli v popolni temi. Pravilno oslojena ploščica s pozitivnim fotolakom C-501 ali POSITIV 20 mora biti rumeno-zelene barve, če jo gledamo v dnevni svetlobi oziroma svetlobi fluorescentne svetilke. Razpadel, neuporaben fotolak je vijolične barve. Pozor, v svetlobi žarnice z nitko ne vidimo prave rumenozelene barve in ne moremo oceniti uporabnosti fotosloja!
Dvostranskih tiskanin se lotimo tako, da v kos laminata najprej izvrtamo dve pilotski luknji, na kateri bomo nastavili oba filma na obeh straneh ploščice. Pilotski luknji morata
biti izven koristne površine ploščice, saj bo nanos fotolaka v okolici lukenj zelo neenakomeren. Pilotske križe si moramo zato pripraviti na obeh filmih izven koristne površine tiskanine:
Dvostranski laminat najprej oslojimo na eni strani, posušimo z vročim zrakom iz pečice in pustimo še minuto pri miru, da se ploščica ohladi nazaj na sobno temperaturo.
Ploščico nato takoj oslojimo še na drugi strani, fotolak spet posušimo z vročim zrakom ter shranimo za pol ure v kartonasto škatlo, da ostanki topila izhlapijo iz slojev na obeh straneh ploščice.
Za osvetlitev fotosloja potrebujemo primerno svetilo. Večina fotolakov sicer ne potrebuje prave UV svetilke, saj je občutljiva že na modro-vijolično svetlobo z valovno dolžino 300-400nm. Fotosloj osvetlimo v približno dveh minutah kar z neposredno sončno svetlobo, žal pa se Sonce kaj rado skrije za oblak ravno takrat, ko bi mi radi osvetljevali tiskana vezja. Za osvetlitev fotosloja je pametno izbrati čim manjše svetilo, da dobimo ostre sence tudi v slučaju, ko se film povsem ne prilega površini fotosloja na tiskanini.
Od vseh razpoložljivih svetil je najbolj uporabna živosrebrna obločnica, ki jo dobimo v notranjosti VTFE žarnic za cestno razsvetljavo. Pri VTFE žarnici moramo seveda odstraniti zunanji stekleni balon s fluorescentnim premazom, ki duši UV svetlobo in povečuje izmere svetlobnega izvora, kar nam daje neostre sence.
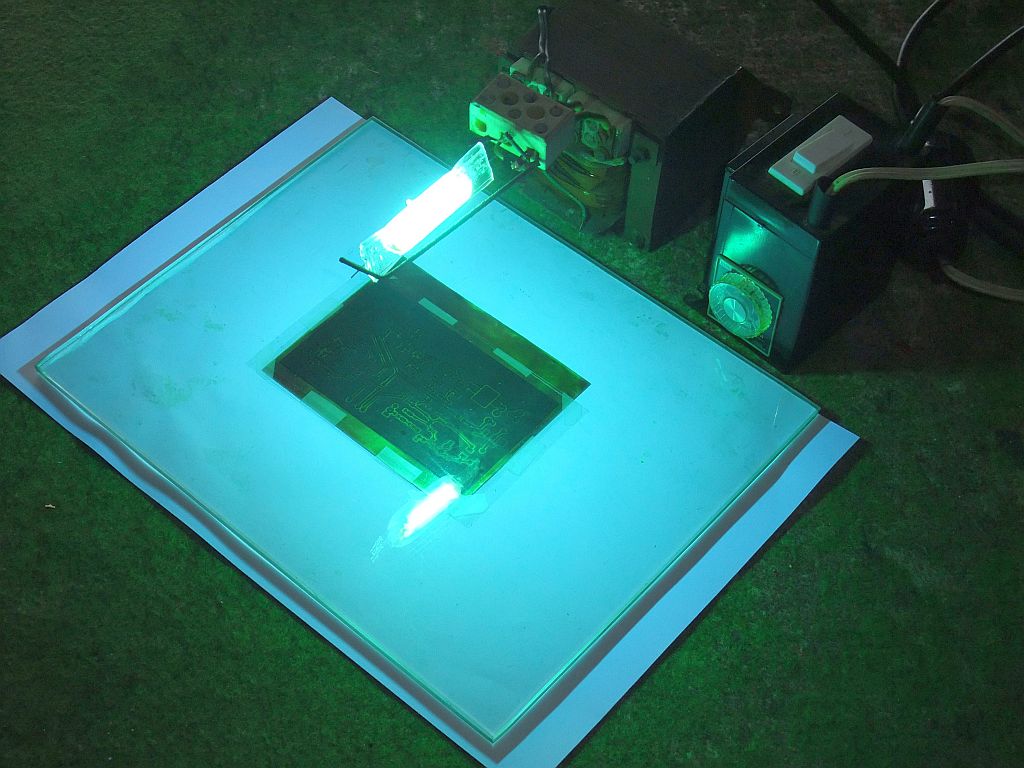
VTFE žarnica vsebuje v svoji notranjosti dva upora za vžigalni elektrodi, zunaj pa moramo zaporedno z žarnico vezati še primerno dušilko. Živosrebrna obločnica doseže polno svetilnost šele minuto po vžigu, ko temperatura znotraj male ampule iz kremenovega stekla naraste ter z njo naraste tlak živosrebrnih hlapov. Prav tako moramo počakati minuto po izklopu obločnice, preden bo obločnica spet vžgala. Namestitev svetilke, stekla, filma in oslojenega laminata je prikazana na spodnji sliki:
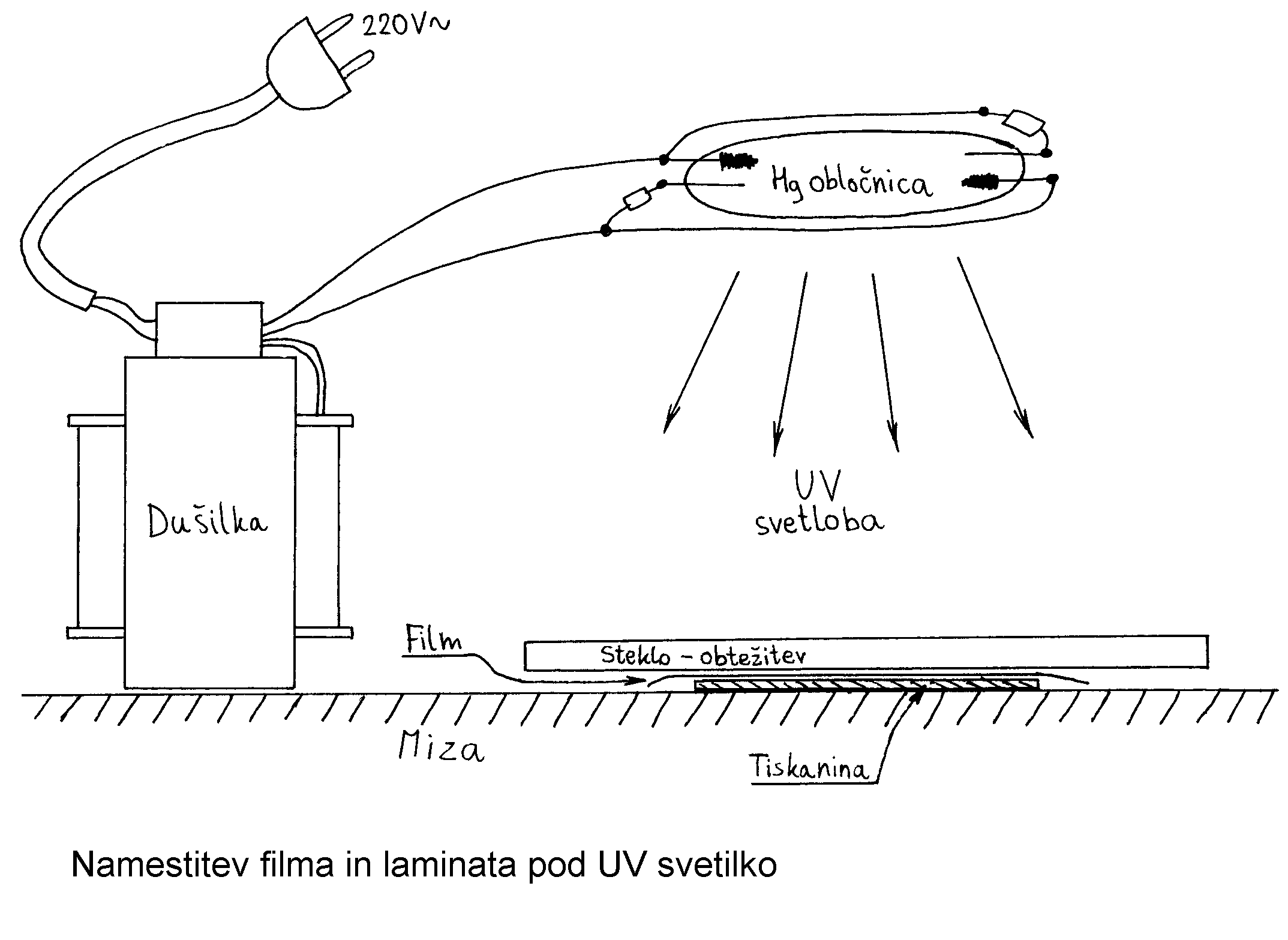
Za izdelavo tiskanih vezij uporabljam obločnico iz 125W VTFE svetilke, ki na razdalji 12cm od fotosloja potrebuje od 100 sekund (nova obločnica) do 200 sekund (stara, že počrnela ampula) za pravilno osvetlitev fotosloja POSITIV 20. V omenjenem času je upoštevan vžig in čas doseganja delovne temperature obločnice ter vpliv 5mm debelega stekla, s katerim stisnem film ob fotosloj na tiskanem vezju. Pri delu je v veliko pomoč časovnik, ki samodejno izklopi svetilko po nastavljenem času.
Film z risbo tiskanega vezja moramo pripraviti tako, da sloj filma nalega na fotosloj na laminatu. Če film obrnemo, dobimo razen zrcalne slike tudi manj ostre sence. Manj ostre sence so včasih koristne, na primer pri filmih, ki smo jih stiskali z laserskim tiskalnikom na folijo za grafoskop. Svetloba, ki pronica med zrnci tonerja, se v tem slučaju razprši in naredi manj škode na fotosloju. Vse filme seveda pred uporabo pregledamo ter po potrebi naredimo retuš z rdečim flomastrom.
Učinek osvetlitve mora biti viden na fotosloju še pred razvijanjem. Neosvetljen pozitivni fotosloj ostane zeleno-rumen, pravilno osvetljen pozitivni fotosloj pa je vijolično-moder. V dnevni svetlobi ali svetlobi fluorescentne svetilke po pravilni osvetlitvi že vidimo obrise našega vezja na tiskanini, le v svetlobi žarnice z nitko ne vidimo ničesar:
Za razvijanje pozitivnega fotosloja potrebujemo raztopino močnega luga v vodi in še eno plastično kad za razvijanje. Kot lug lahko uporabimo natrijev hidroksid NaOH ali kalijev hidroksid KOH. Oba dobimo v obliki zrnc ali tabletk. Oba v dotiku z ozračjem vežeta CO2 v karbonate in postaneta neuporabna za razvijanje fotoslojev.
Za pripravo razvijalca potrebujemo plastenko z zmaškom, ki ima na steni označeno skalo v mililitrih. S pomočjo skale nalijemo v plastenko vedno enako količino tople vode 150-200ml je za razvijanje naših vezij povsem dovolj) in si zapomnimo, kolikšno število zrnc ali tabletk luga moramo dodati. V mojem primeruu sem si pribeležil 35 tabletk KOH premera približno 5mm za 200ml vode. Zrnca luga se v topli vodi hitro raztopijo, razvijalec pa še dodatno dobro premešamo s tresenjem plastenke.
Hitrost razvijanja fotosloja je odvisna od najmanj treh spremenljivk: temperatura razvijalca, koncentracija luga in starost fotosloja, bolj točno čas od oslojevanja do
razvijanja. Učinek razvijalca mora biti viden v nekaj sekundah, ko se začne osvetljeni, vijolično-modri sloj raztapljati v razvijalcu. Koncentracijo in temperaturo razvijalca je smiselno izbrati tako, da osvetljene predele na ploščici popolnoma očisti v 30-45sekundah.
Razvijanje moramo pravočasno prekiniti, saj bi sicer lug razžrl tudi neosvetljeni fotosloj. Poleg kadi z razvijalcem moramo imeti pripravljeno še večjo kad z vodo, kjer ploščico splaknemo in prekinemo reakcijo. Preostali rumeno-zeleni, neosvetljeni fotosloj mora biti prozoren in zrcalen. Če postane mat, to pomeni, da je bilo sušenje fotolaka nezadostno, v fotosloju ostalo še nekaj topila in jedkalo bo to prežrlo!
Ploščico z razvitim fotoslojem spet posušimo z vročim zrakom iz električne pečice z ventilatorjem. Nato vzorec na tiskanini natančno pregledamo v svetlobi fluorescentne svetilke. Vse napake popravimo: luknjice v fotosloju prekrijemo s flomastrom za tiskana vezja, neželjene packe fotolaka pa odstranimo z ostro konico.
Ploščico z risbo iz pozitivnega fotosloja čim prej izjedkamo, ker je sam pozitivni fotosloj kemično nestabilen in bo čez čas sam razpadel. Med razvijanjem, sušenjem, popravljanjem risbe in jedkanjem ploščice ne smemo izpostavljati močni svetlobi (na primer neposredni sončni svetlobi), sicer bo fotosloj razpadel in ne bo več ščitil bakrene folije pred jedkalom.
Po končanem razvijanju lužino čim prej zlijemo v plastenko in plastenko zamašimo, da razvijalec v dotiku s CO2 iz ozračja ne razpada. Razvijalec sicer pri uporabi takoj porjavi od ostankov razpadlega fotolaka, je pa še vedno uporaben. Kad za razvijalec umijemo, za jedkanje pa uporabimo rajši drugo kad. Na ta način kadi za razvijanje (lužina) in kadi za jedkanje (kislina) ne mešamo med sabo in se naše kemikalije med sabo ne uničujejo.
7. Neposredni prenos tonerja z laminatorjem
Fotopostopek je primeren tako za maloserijsko izdelavo prototipov kot za velikoserijsko proizvodnjo. Ustrezen film z vzorcem vezja lahko narišemo ročno ali z računalnikom. Lahko ga fotografsko povečamo ali pomanjšamo. Nerodnost fotopostopka je dolgoročno hranjenje slabo obstojnih kemikalij, kar velja tako za pozitivni fotolak kot pripadajoči razvijalec.
Toner laserskega tiskalnika je odporen na vsa znana jedkala. Žal pa laserski tiskalnik ne more neposredno nanašati tonerja na trdo podlago laminata za tiskana vezja. Ko bi uspeli nanesti toner neposredno na bakreno površino, se lahko izognemo številnim neobstojnim kemikalijam in hkrati poenostavimo postopek izdelave tiskanega vezja.
Primerna mehka podlaga za prenos tonerja je papir z veliko vsebnostjo kaolina (čiste gline). Dodatek kaolina zmanjšuje vpijanje tiskarske barve. Pri tiskanju cenenih reklam to omogoča prihranek do 50% dragih tiskarskih barv. Dodatek kaolina hkrati preprečuje, da bi se toner laserskega tiskalnika trdneje vezal na celulozne niti paprija.
Podobno kot si moramo za fotopostopek sami pripraviti primerno UV svetilko z odstranitvijo zunanjega balona VTFE žarnice, si moramo za prenos tonerja sami predelati primeren laminator. Iz laminatorja za plastične ovitke uporabimo z gumo prevlečena valja, grelec, motorček in zobnike. Dodati moramo nastavljivi termostat, ker je prenos tonerja močno odvisen od temperature. Najpogosteje je treba izdelati novo ogrodje, ker izvorni nosilci iz plastike ne prenesejo povišane delovne temperature:

Primerna temperatura za prenos tonerja je okoli 180ºC, odvisno tudi od vrste tonerja. Pri nižji temperaturi se toner ne oprime bakra. Pri višji temperaturi se toner stali, razširi vse vezi na tiskanem vezju in lahko povzroči kratek stik med bližnjimi vezicami.
Iz programa za risanje tiskanega vezja natisnemo zrcalno sliko vezja z laserskim tiskalnikom na reklamni ali drugačen papir s čim večjo vsebnostjo kaolina. Bakreno površino vitroplasta temeljito očistimo z radirko »Swaty« številka 100. Pred vstavljanjem v laminator temeljito očistimo vse smeti s površine vitroplasta kot tudi potiskanega papirja. Kakršnakoli smet oziroma umazanija na površini bakra bo povzročila slabo oprijemanje oziroma odpadanje tonerja.
Temperaturo laminatorja s poskusi nastavimo tako, da pravilno oprijemanje tonerja na bakreno površino zahteva pet do deset prehodov papirja in laminata skozi valje laminatorja. Točno število prehodov je seveda odvisno tudi od velikosti ploščice. Večja ploščica se med dvema prehodoma bolj ohlaja, torej zahteva več prehodov:

Po prenosu tonerja na baker damo ploščico v kad s toplo vodo. Počakamo, da voda dodobra prepoji papir, nato pa papir previdno odstranimo z blazinicami prstov:
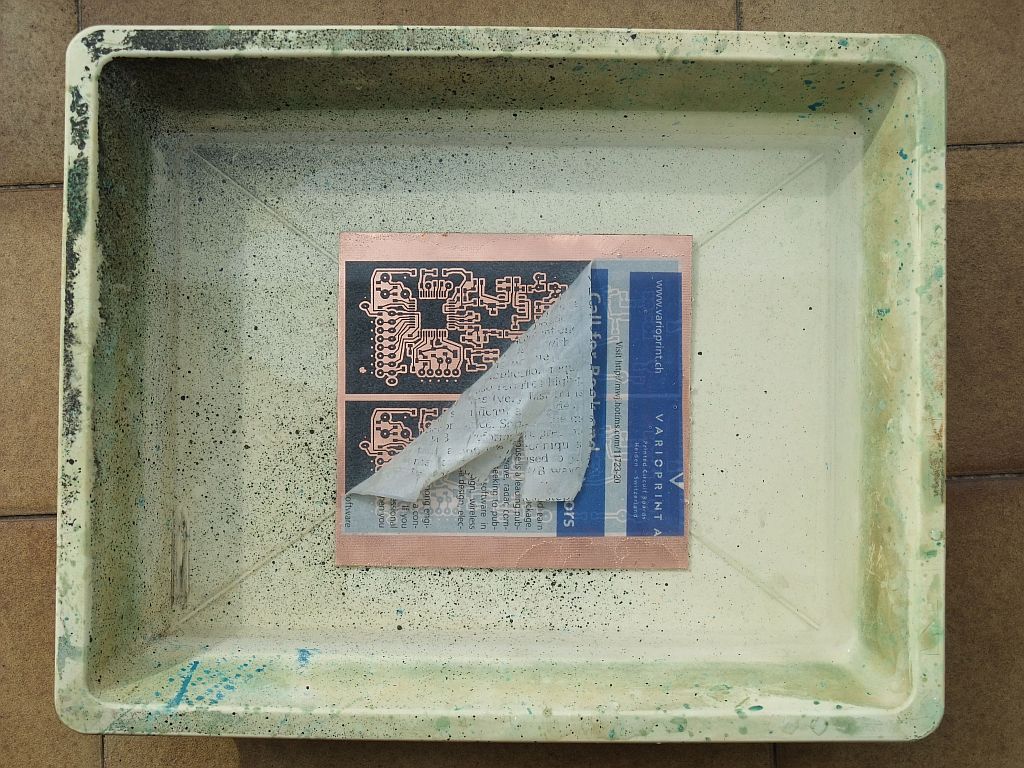
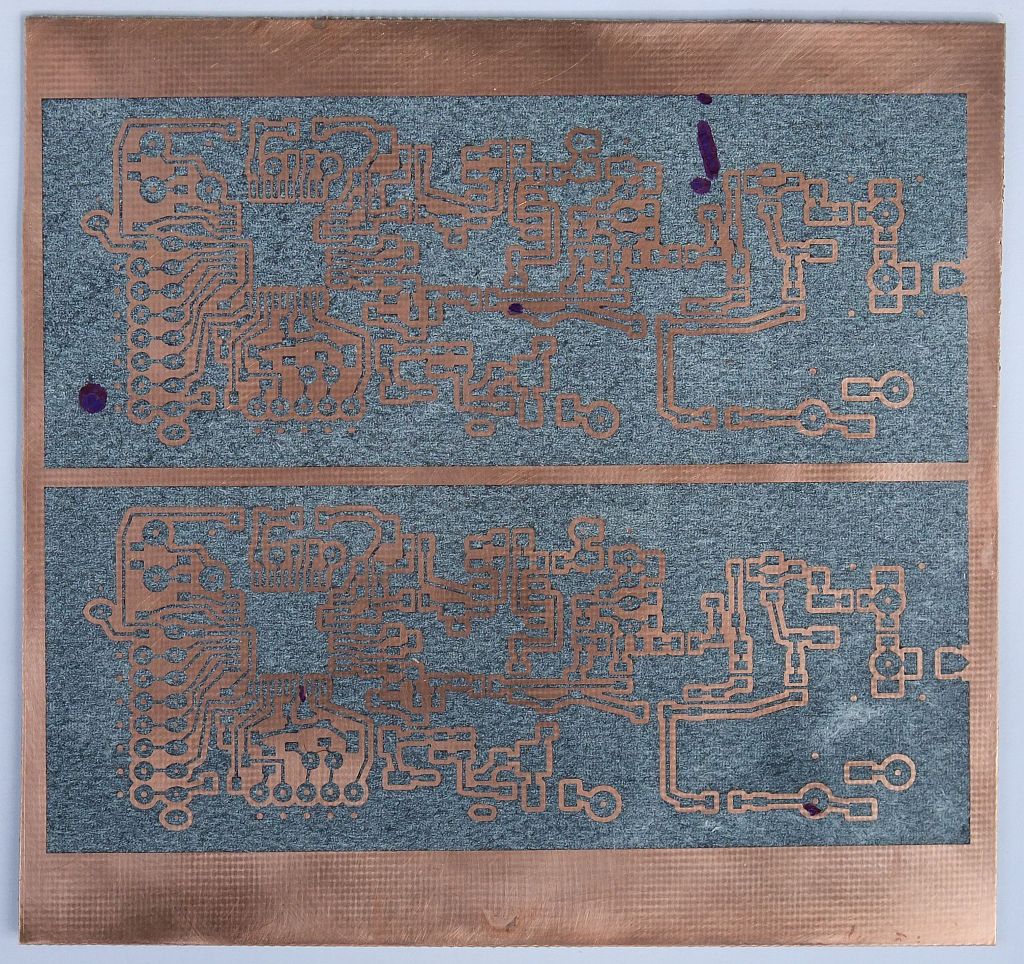
Voda kaj kmalu postane mlečnata od ostankov kaolina. Bele ostanke kaolina opazimo tudi na površini tonerja, ko ploščico temeljito osušimo. Mesta, kjer se je toner slabo oprijel oziroma smo ga nehote ranili z nohti, popravimo z vodoodpornim flomastrom za neposredno risanje tiskanih vezij. Hkrati z ostro kovinsko komico odstranimo celulozne niti in druge ostanke papirja v tankih režah med vezmi. Popravljeno, retuširano ploščico vitroplasta jedkamo povsem enako kot pri neposrednem risanju tiskanega vezja oziroma fotopostopku:
8. Dokončna obdelava izdelanega vezja
Po končanem jedkanju moramo ploščico tiskanega vezja še primerno obdelati. Pri fotopostopku vedno pustimo okoli vezja rob širine vsaj 5mm, saj razporeditev fotolaka na robovih ni enakomerna. Neposredni prenos tonerja zahteva rob širine vsaj 2mm, da ga lahko obrežemo. Pri neposrednem risanju vezja s flomastrom lahko rob izpustimo, če ga dodatno zaščitimo. Robove izjedkanih tiskanin najlažje obrežemo z škarjami za pločevino.
Obrezovanju ploščice sledi vrtanje, če tega nismo storili še pred jedkanjem. Pri fotopostopku oziroma prenosu tonerja je zato smiselno narisati očesca z luknjico v sredini, ki nam pomaga voditi sveder na pravi položaj. Hkrati vrtanje pokaže na napake, ki smo jih naredili pri risanju filma: očesca so izgledala na zaslonu računalnika celo prevelika, potem pa je sveder skoraj vse pobral!
Po jedkanju in vrtanju moramo ploščico temeljito očistiti. Ostanke fotolaka in nekaterih tonerjev učinkovito odstranjuje aceton, ostanke vodoodpornih flomastrov pa alkohol. Ker se pri vrtanju v okolici lukenj bakrena folija zgrbanči, še posebno z izrabljenimi HSS svedri, površino tiskanine najprej izravnamo z veliko fino ploščato pilo. Končno celotno površino zbrusimo z radirko »Swaty«, da olajšamo spajkanje.
Površino vseh tiskanih vezij pocinimo, saj je na pocinjeno tiskanino dosti lažje vgraditi sestavne dele. Industrijsko izdelana tiskana vezja sicer dobimo že pocinjena iz drugačnega razloga: cin nanesejo elektrolitsko še pred jedkanjem tako, da cin služi kot maska za jedkanje s persulfatom ali podobnim jedkalom, ki jedka baker in ne jedka cina. Industrijsko izdelane ploščice na koncu še pretalijo, da se elektrolitski cin lepo razlije in oprime bakrenih vezi.
Površino mikrovalovnih vezij lahko prav tako pocinimo, saj tok v mikrotrakastih vodih teče večinoma po površini traku, ki je zalepljena na dielektrično podlago. Pocinjena površina je veliko bolj obstojna od golega bakra, ki kaj kmalu oksidira. Srebrenje niti nanašanje drugih kovin ni smiselno, ker ponavadi naredi površino bolj hrapavo in v resnici poveča visokofrekvenčne izgube.
Doma izdelana tiskana vezja moramo seveda dodatno pociniti sami. Po končnem čiščenju ploščice z radirko nanesemo nekaj zrnc stearina, jih stalimo s spajkalnikom in razmažemo po celotni površini tiskanine. Tiskanino lahko nato pocinimo z res majhno količino cina, saj stearin poskrbi zato, da se cin zelo lepo razvleče. Končno še toplo tiskanino obrišemo s krpo, da odstranimo večino stearina.
Končni izdelek bi moral biti primerljiv s tistim, kar nam lahko ponudi industrija. Jasno so nekateri postopki, naprimer metalizacija lukenj ali izdelava večslojnih tiskanin, zelo zahtevni in se investicija v vse potrebne kemikalije in stroje za amatersko delavnico ne izplača. Če takšno zahtevno tiskano vezje v resnici potrebujemo, se je verjetno pametno obrniti na bližnjo obrtniško delavnico.
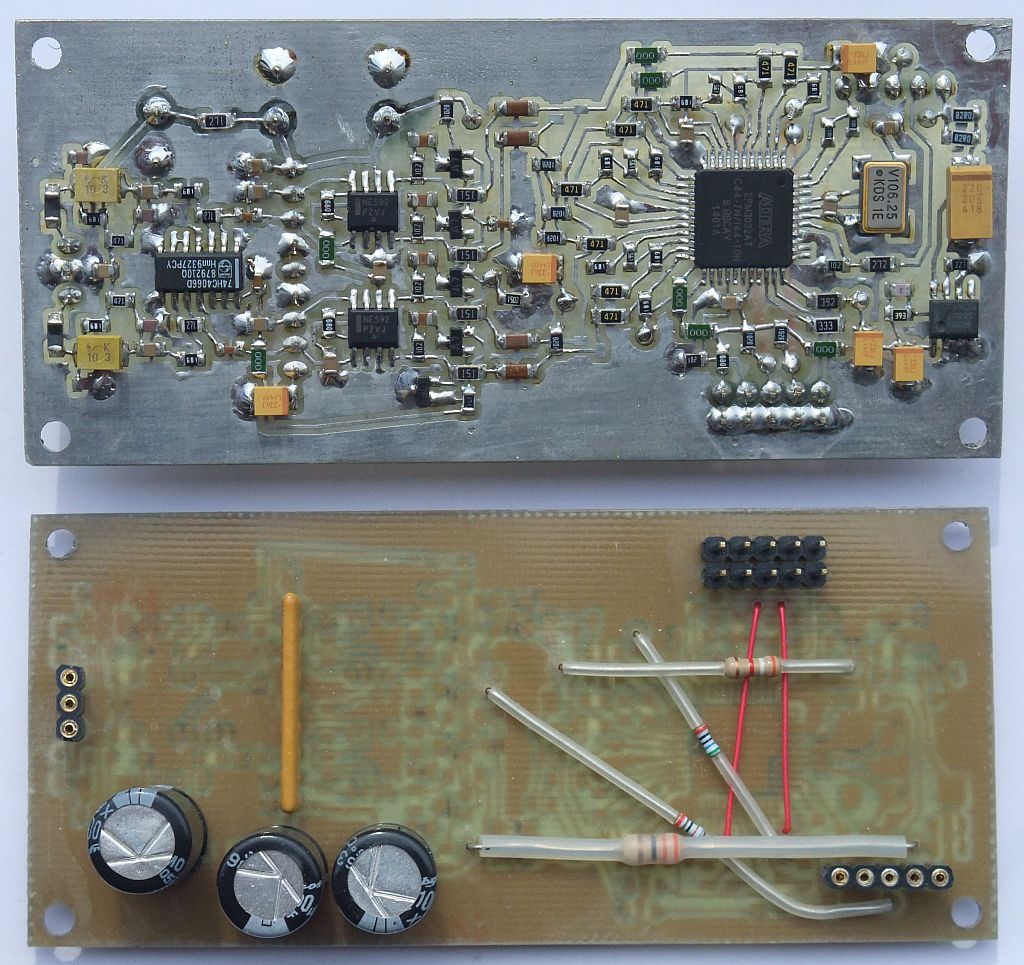
Na srečo večina tiskanin vsaj zaenkrat še ni tako zahtevna in jih lahko z malo dobre volje izdelamo sami doma. Izkoristimo prednost, da na prototipnem vezju hkrati uporabljamo SMD gradnike na eni strani in gradnike z žičnimi izvodi na drugi strani. Na ta način se izognemo številnim mostičkom. Tudi komplicirano vezje lahko tedaj izvedemo na enostranskem tiskanem vezju:
Nazadnje ne smemo pozabiti, da so se na prelomu tisočletja spremenile osnovne zahteve za tiskana vezja. V 20. stoletju so bili elektronski gradniki dragi, počasni in številni, ceneno tiskano vezje je poskrbelo za prepletanje povezav. Prav prepletanje je zahtevalo dvostransko ali celo večslojno tiskano vezje. Naloga je bila izvedljiva celo v domači delavnici brez metalizacije lukenj, saj so za povezave med obema stranema tiskanega vezja poskrbeli številni žični priključki gradnikov v izvrtinah v vitroplastu.
V 21. stoletju so postali elektronski gradniki, ceneni, hitri, zmogljivi, programirljivi in razmeroma maloštevilni. Vsi gradniki skupaj so v 21. stoletju običajno cenejši od tiskanega vezja, ki jih nosi. Ker potrebe po prepletanju vodnikov ni več, lahko tudi zahtevna vezja gradimo na enostranski tiskanini. SMD gradniki ne zahtevajo več izvrtin, torej veliko manj vrtanja in še manj škodljivega prahu steklenih vlaken. Brez žičnih vodnikov v izvrtinah seveda potrebujemo metalizacijo luknje oziroma drugačen postopek, da spojimo obe strani dvostranske tiskanine.
Proizvajalci programske opreme za risanje vezij so zaspali v 20. stoletju. Še vedno se ukvarjajo s prepletanjem povezav na tiskanem vezju, autorouting jim je nekaj samoumevnega. Hitri gradniki 21. stoletja zahtevajo vse kaj drugega, prepletanje vodnikov pogosto ni dopustno zaradi neželjenih kapacitivnosti, induktivnosti in elektromagnetnih sklopov, kjer neumen autorouting naredi katastrofo. Dobro načrtovano tiskano vezje je v 21. stoletju majhno in preprosto, predvsem pa upošteva elektromagnetne zahteve hitrih sodobnih gradnikov!
Vezja za frekvence nad 1GHz pogosto gradimo v tehniki mikrotrakastih vodov. Mikrotrakasti vod je dvostransko tiskano vezje, kjer ena stran tiskanine sploh ni jedkana, da deluje kot ravnina mase. Izjedkane vodnike na drugi strani načrtujemo kot prenosne vode znane karakteristične impedance, kot manjše kondenzatorje, kot tuljave, kot rezonatorje, kot frekvenčna sita, kot sklopnike itd. Izdelava prototipa je preprosta tudi v domači delavnici, saj rišemo in potem jedkamo samo eno stran vezja, drugo stran vezja pa med jedkanjem zaščitimo z barvo ali širokim lepilnim trakom.
Prav zahteve sodobnih, hitrih, programirljivih in zmogljivih gradnikov narekujejo gradnjo prototipov in pripadajočih tiskanih vezij v 21. stoletju. V tem sestavku sem zato skušal strniti lastne izkušnje pri izdelavi vseh vrst tiskanih vezij, od prototipov brez jedkanja do fotopostopka. Izdelava delujočega vezja v prvem poskusu ni verjetno uspela še nikomur, saj pregovor pravi, da edino vaja dela mojstra. Upam pa, da bo ta opis marsikomu vsaj malo skrajšal naporno pot do mojstra...
Izvirnik
![]() tiskanavezja.odt Tiskanje
tiskanavezja.odt Tiskanje
![]() tiskanavezja.pdf
tiskanavezja.pdf
* * * * *